В данной статье мы предоставим подробное описание процесса создания двух устройств для обработки (холодной ковки) квадратной профильной трубы. Первый вариант — это мини-станок, а второй — ручной кондуктор. Если рассматривать контекст «станка для холодной ковки профильной трубы своими руками», то мы разъясним, как сделать эти инструменты самостоятельно.
Наибольший интерес для домашних умельцев представляет именно станок.
Конструкции бывают самые разные — мы рассмотрим одну из самых простых. Как прокатать профтрубу своими руками для холодной ковки подробно расскажем ниже.
Привод прокатного станка может использоваться разный — можно прокатывать профиль вручную, а можно и поставить электродвигатель.В домашних условиях вполне достаточно станка с ручным механическим приводом.
Для синхронного вращения валов (нижнего и верхнего) будем использовать шестеренки, которые устанавливаются на каждом из валов. Ведущим валом является тот, который располагается сверху.
Валы для прокатки профтрубы можно сделать наборными — из нескольких элементов или цельными — из стального кругляка подходящего диаметра (но для этого потребуется наличие токарного станка или, как минимум, знакомый токарь).
Изготовление корпуса блока
Материалы, которые потребуются для изготовления корпуса самодельного блока усиления профильной трубы:
- металлическая пластина;
- круглая стальная труба;
- подшипники (типоразмер — 6304);
- резьбовая шпилька;
- ролики для проката;
- шестерни с коленвала авто.
Чтобы собрать корпус блока станка для усиления профильной трубы, с помощью болгарки или плазмореза необходимо будет отрезать пластину металла толщиной 10-12 мм.
После этого сверлим в ней два отверстия диаметром 38 мм (для этого можно использовать коронку по металлу).

От металлической круглой трубы отрезаем два кольца, и привариваем их к пластине. Это у нас будут обоймы для подшипников. По такому же принципу изготавливаем еще одну такую пластину с обоймами.

Берем четыре подшипника 6304, и запрессовываем их в обоймы. По возможности лучше запрессовывать в слесарных тисках. Если же бить молотком, то можно повредить подшипники.

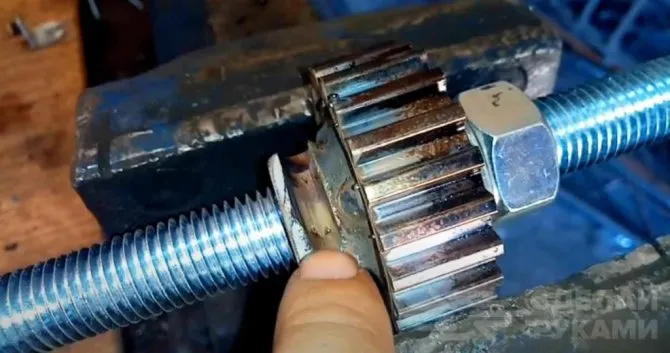
Далее нам потребуются две шестерни с коленчатого вала. К шестеренкам нужно приварить с двух сторон шестигранных гайки. Накручиваем шестерни на вал (в данном случае используется резьбовая шпилька М20).
Cоветуем: Как сделать автоматическую каретку для видеокамеры
Гайки на шестернях необходимо приварить к шпильке. Для этого в гайках с помощью УШМ делаем пропил до резьбы шпильки, и после этого аккуратно обвариваем.
Для сборки самодельного станка потребуются еще специальные ролики для декоративного проката (используются для холодной ковки профильной трубы) — как их изготовить, расскажем ниже. Надеваем их на резьбовые шпильки. Между роликами устанавливаем стальные шайбы.

Дополнительно отрезаем четыре металлических полосы — они будут использоваться при сборке (для соединения боковых стенок).
Пошаговый процесс изготовления корпуса блока со всеми пояснениями можно посмотреть на видео ниже.
Изготовление прокатных роликов
В данном случае обойдемся без использования фрезера и токарного станка — способ доступен для каждого мастера. За основу будем использовать шестигранные гайки М30 и М27.

Обратите внимание: гайки нужно использовать от КАМАЗа, но только не обычные строительные — они не справятся со своей задачей. Гайка М30 взята с реактивной тяги, а гайка М27 — со стремянки.
Все размеры деталей и чертежи валов и других элементов конструкции будут представлены автором в видеоролике.
Первым делом изготавливаем самодельный ролик для прокатки квадратной профтрубы 15х15 мм.
Берем гайку М30, стачиваем полукруглую фаску с торца, после чего от края гайки отмечаем разметочным инструментом линию на расстоянии 8,2 мм. Разрезаем эту гайку по нанесенной разметке.
Вырезаем из бумаги шаблон, прикладываем его к каждой грани гайки, и обводим карандашом или маркером.

Далее обтачиваем гайку по разметке при помощи УШМ и шлифовального лепесткового круга.
Теперь нам потребуется гайка М20. Обтачиваем грани лепестковым кругом, и запрессовываем ее внутрь прокаточного ролика таким образом, чтобы края гайки выступали на одинаковое расстояние с каждой стороны.

Аналогичным способом изготавливаем другие ролики для проката для профильной трубы своими руками, но нужно будет учитывать типовые размеры, которые указаны на чертеже.
Cоветуем: Механический винтовой домкрат своими руками
Например, для изготовления ролика для проката профиля 20х20 мм мы используем гайку М27 и отрезаем ролик не 8 мм шириной, как в предыдущем случае, а уже шириной — 11 мм.
Есть один нюанс — гайки М20, которые запрессовываются внутрь ролика, имеют ширину 15 мм, поэтому их придется наращивать. Либо можно использовать удлиненную гайку М20, и отрезать от нее кусок нужного размера.
Подробный процесс изготовления самодельных роликов для вальцовки (проката) квадратной профтрубы своими руками можно посмотреть в видеоролике. Своим опытом поделился автор YouTube канала Welder DIY.
Сборка станка для усиления профильной трубы
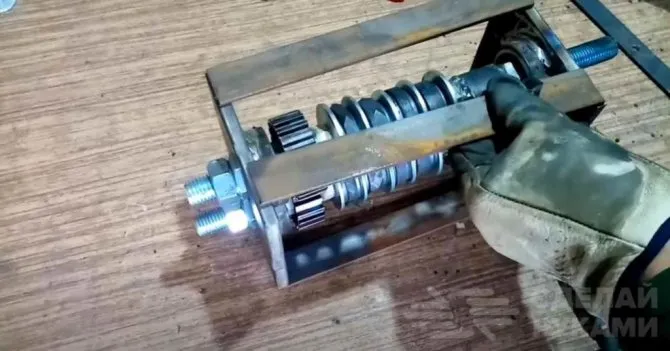
После того как изготовили ролики и другие детали, можно приступать к сборке самодельного приспособления. Рассмотрим основные этапы работ, которые предстоит сделать.
Металлические пластины с обоймами для подшипников выступают в роли боковых стенок корпуса.
Вставляем в них валы (резьбовые шпильки М20) с посаженными на них шестернями и роликами для раскатки (усиления) профиля. Фиксируем гайками.

Перед тем как вставлять шпильки с роликами во вторую боковую стенку, надеваем на них эксцентрики, а к ним — привариваем гайки.


Снизу и сверху боковых стенок привариваем по две металлических полосы.
Чтобы зафиксировать блок прокатного станка в тисках, к нижней части боковых стенок необходимо приварить кусок металлического уголка или профильную трубу.
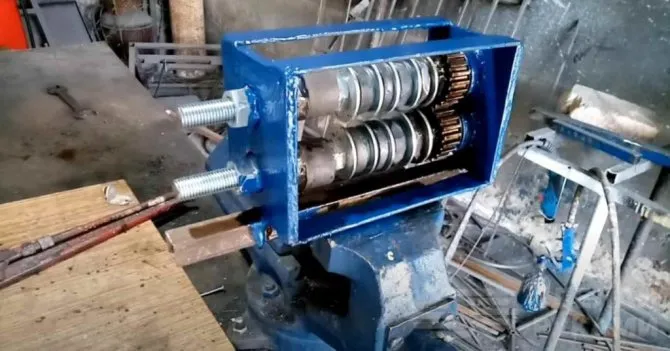
На последнем этапе останется только зачистить сварные швы и покрасить самоделку. Еще потребуется изготовить и установить ручку для вращения приводного вала.
Ознакомиться с пошаговым процессом сборки станка для холодной ковки можно в видеоролике ниже.
Характеристика станка
Станок с вальцовочным механизмом используют для придания металлическому изделию таких свойств, как плотность и блеск. С его помощью производят деформацию профильных труб, в том числе, а именно их сдавливают и расплющивают. Кроме того, такой прибор помогает распределить их толщину по всему изделию. Такие результаты достигаются при любом способе обработки. С целью обеспечения нужных показателей, необходимо разогреть и металлическое изделие, и рабочие части станка.
По критерию твердости, валы различаются следующим образом:
- изготовленные из дерева;
- изготовленные из чугуна;
- изготовленные из стали;
- подвергшиеся закалке;
- подвергшиеся обработке с отпуском.
Станок для деформации металлических листов используют в промышленных производствах. Хорошо он себя зарекомендовал на специализирующихся заводах, которые профессионально деформируют металлические изделия. Также он легко справляется с обработкой стальных, цинковых, медных, железных и цинковых листов.
Функциональность
Обладая небольшими габаритами и весом, самодельный станок позволяет выполнять много операций по обработке профильной трубы.
На выходе мы получаем не просто усиленный профиль, а еще и декоративный элемент.
При помощи прокатного станка, изготовление которого мы подробно рассмотрели выше, можно создавать разные узоры на поверхности профтрубы — «косичку» и «волну».

Усиленная профильная труба после одно— или двухсторонней прокатки способна воспринимать повышенные нагрузки на изгиб, благодаря чему ее можно использовать при изготовлении различных гнутых декоративных металлоконструкций.
Cоветуем: Альтернатива бензопиле: электропила из болгарки
В условиях домашней мастерской применение самодельного мини прокатного станка для усиления профильной трубы вполне оправдано, и конструкция, сделанная своими руками намного выгоднее, чем заводской станок.
Вальцы (ролики) можно использовать самые разные, в зависимости от того, какой рисунок вам требуется. Для раскатывания (расплющивания) концов профильной трубы используются эксцентрики.

В чем заключается сложность гибки профильного проката
Суть гибки металлического проката вне зависимости от формы его профиля состоит в том, что профильным трубам придается частичный или полный изгиб. Выполняют такую технологическую операцию двумя способами: воздействуя на изгибаемую трубу только давлением или дополнительно нагревая участок трубы, в области которого выполняется изгиб. В ходе выполнения изгиба на металлическую трубу одновременно действуют две силы:
- сила сжатия (с внутренней части изгиба);
- сила растяжения (с внешней части изгибаемого участка).
Именно воздействие таких разнонаправленных сил вызывает сложности, характерные для процесса гибки любых профильных труб.
- Сегменты материала трубы, которая в процессе гибки изменяет свою форму, могут утратить соосность своего расположения, что приводит к тому, что отдельные участки трубы будут располагаться в разных плоскостях;
- Стенка профтрубы, расположенная с внешней стороны изгиба и подвергаемая растяжению, может не выдержать нагрузки и лопнуть.
- Внутренняя стенка трубы, подвергаемая сжатию, может покрыться складками, которые напоминают гофру.
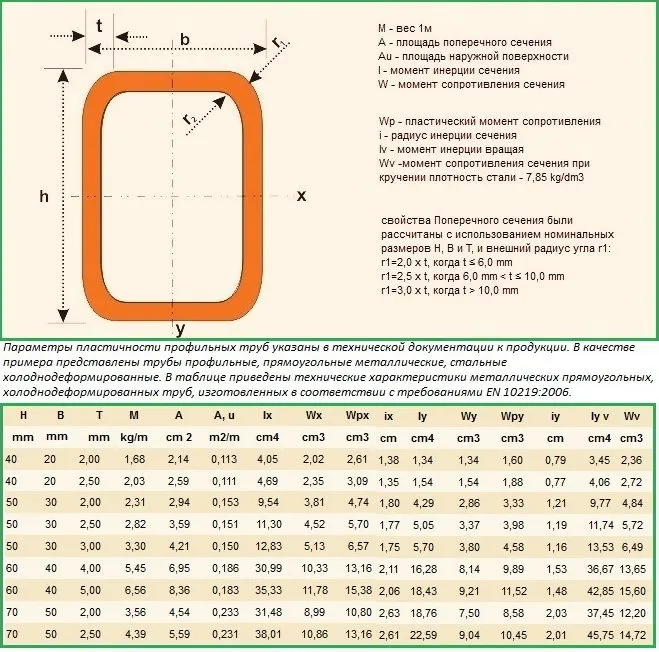
Технические характеристики профильных трукб
Если не учитывать тонкости такого технологического процесса, то вместо того, чтобы согнуть профильную трубу, можно просто смять изделие, безвозвратно испортив его.
Чтобы такого не произошло, необходимо учитывать не только характеристики материала трубы, но и ее геометрические параметры – размеры сечения, толщину стенок, радиус, на который необходимо выполнить изгиб. Знание перечисленного позволит выбрать подходящую технологию и согнуть профтрубу правильно, не смяв ее и не получив гофрированную поверхность.
( 2 оценки, среднее 4 из 5 )
Что нужно для ковки металла?
Для ковки металла обычно нужны следующие инструменты и оборудование:
-
Наковальня – это станок для ковки, на котором устанавливают металлические заготовки и обрабатывают их молотком и наковальней.
-
Наковальный молот – это инструмент для обработки металла на наковальне. Он может быть ручным или механическим.
-
Наковальный молоток – это ручной инструмент для работы с металлом. Он используется для изготовления деталей малых размеров или для доводки металлических изделий.
-
Механические пресса – это станки, которые позволяют производить ковку металла с использованием большой силы и точности.
-
Резак – это инструмент для резки металла. С его помощью можно вырезать нужную форму из металлической заготовки.
-
Заточной круг – это инструмент для заточки наковального молотка, резака и других инструментов для работы с металлом.
-
Факел для газовой резки – это инструмент для резки металла при помощи горения газа и кислорода. Он может использоваться для резки металлических листов и труб.
-
Зажимы – это инструменты, которые позволяют фиксировать металлические заготовки на наковальне или других станках.
-
Заточной станок – это инструмент для заточки наковального молотка и других режущих инструментов.
-
Закалочная печь – это специальная печь для нагрева металла до определенной температуры, после чего он закаляется в воде или масле.
Обычно для ковки металла также требуется профессиональное обучение и опыт работы.