Кованые изделия находятся в широком спросе с древних времен по всему миру, особое внимание уделяется художественной ковке. Её уникальная прелесть впечатляет своими изящными и гармоничными формами, оригинальной эстетикой. Если вас интересуют холодная ковка и её узоры, то мы можем предоставить соответствующие материалы и информацию.
Многие из нас понимают, что такое ковка, поэтому сразу представляют перед собой кузню, в которой молотом орудует кузнец, превращая кусок раскаленного металла в красивое кованое изделие. Так, происходит, когда речь идет о горячей ковке, в холодной все иначе, она
не нуждается в раскаленной заготовке, металл можно обработать ручным способом в домашних условиях. Как это происходит, что это за процесс, какими бывают кованые изделия, выполненные таким способом можно увидеть на фото образцов изделий и прочитав статью. Изделия холодной ковки

Что можно ковать из профильной заготовки
К профильным трубам относят изделия, чье сечение не является круглым. Оно может быть овальным, прямоугольным или квадратным. Сложность обработки заключается в соблюдении максимальной нагрузки на стенки заготовки. Если этого не предусмотреть – возможно появление разрыва и нарушение целостности конструкции.
С помощью холодной ковки можно сделать следующие элементы из профильной трубы:
- Дуги. Самый распространенный вид обработки. Из заготовок делают парники, каркасы сложных конструкций.
- Спирали и завитки. В отличие от прутка они имеют большой радиус изгиба, что обусловлено вероятностью разрыва. Применяются для заборов, ворот и декоративных решеток.
- Объемные спирали. Они могут стать основой для декоративных украшений.
- Концевое расплющивание, формирование хомутов для соединения частей узора.
В отличие от штамповки во время холодной ковки металл профильной трубы практически не течет. Это позволяет сохранить ее исходные габариты, параметры прочности.
Виды холодной ковки
При изготовлении металлических изделий можно выделить 7 видов холодной ковки. Это своего рода этапы создания элементов, которые нужно выполнять при работе с заготовками.
Всю работу необходимо проводить в соответствии с требованиями и правилами, в противном случае надеяться на получение красивого кованого изделия не стоит.
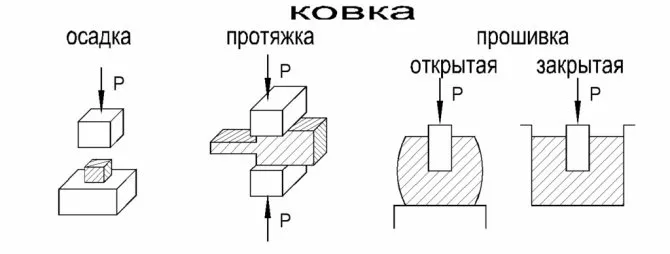
Самым главным этапом является ковка заготовок из металла. Это самый большой, ответственный, сложный и серьезный процесс, поэтому к нему нужно отнестись очень внимательно. Холодная ковка может быть нескольких видов:
- Осадка — она выполняется под высоким давлением. Это нужно для того, чтобы увеличить заготовку по бокам, за счет уменьшения ее высоты.
- Протяжка — этот этап выполняется путем нагревания металлической детали с последующей обработкой ее молотком. Это нужно для того, чтобы уменьшить площадь поперечного сечения за счет увеличения длины металлического прута.
- Прошивка — этот этап подразумевает проделывание отверстий внутри заготовки. При выполнении такой работы можно получить отверстия разного диаметра и длины. Она бывает открытой и закрытой.
Осадка и протяжка делает структуру металлической заготовки более хрупкой, поэтому дальнейшая работа должна проводиться очень аккуратно, чтобы не допустить поломки той или иной части конструкции.
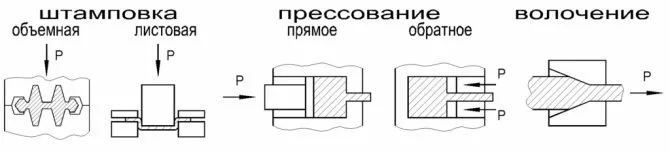
- Штамповка — на этом этапе происходит пластичная деформация металла, что приводит к изменению формы или размера заготовки. Штамповка может быть объемной или листовой. При первом варианте работы выполняются под давлением. В этом случае деталь нагревается и подвергается прессованию до нужных размеров. Этот метод больше подходит для производственных масштабов, когда нужно изготовить большую партию одинаковых элементов. Листовая штамповка отличается от первого варианта тем, что детали производят из листового железа. Этот метод подходит для изготовления мелких или средних деталей, при этом они будут отличаться высоким качеством и прочностью.
- Прессование — на этом этапе происходит повышение плотности металлической заготовки и изменение ее формы, за счет высокого давления. Прессование может быть прямым и обратным. При прямом способе происходит выдавливание металлических заготовок через различные отверстия, что приводит к получению различных прутьев, труб и профилей. При обратном прессовании металлические изделия располагают в специальном формуляре, при этом давление подается в обратном направлении.
- Волочение — это процесс протягивания металла, только уже прессованного, через специальную матрицу. При этом способе обработки можно получить различные фасонные профиля, проволоку или тонкие трубы.
- Прокатка — это заключительный этап обработки, при котором задействован закон силы трения. При трении специальных валиков о металлическую поверхность происходит деформация заготовки. Прокатка может быть нескольких видов, в зависимости от способа вращения валиков:
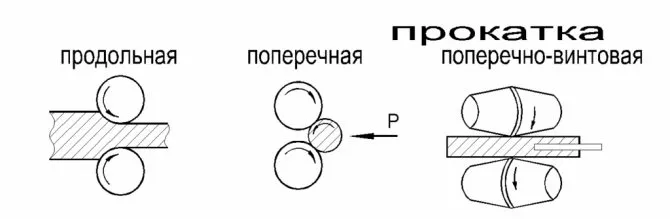
- продольная — при которой вращение валиков происходит в разные стороны. Это приводит к постепенному обжиманию и удлинению металлической детали. Таким способом производится листовое и ленточное железо;
- поперечная — при которой движение валиков происходит в одном направлении. Это приводит к деформации заготовки в поперечном направлении. Этим методом изготовлены цилиндрические шестеренки с накатными зубцами;
- винтовая — при которой расположение валиков выполнено под углом друг к другу. В этом случае заготовка проходит одновременно два валика с поступательным и вращательным движением, что позволяет получить небольшой зазор, в который и попадает металл. Таким способом получают трубные заготовки, «гильзы».
Холодная ковка своими руками
Весь рабочий процесс по созданию изделий с помощью холодной ковки можно разделить на несколько этапов.
- Чертеж или схема готового изделия.
- Подбор материалов.
- Обработка металла и изготовление деталей.
- Сборка и отделка.
Чертеж
На чертежах будущего изделия рассчитываются и отмечаются все размеры деталей, углы расположения отдельных элементов и посадочные точки.
Изготовить его можно как вручную, так и с помощью современных компьютерных программ типа AutoCAD.
Главное — выполнить схему в приблизительном масштабе, чтобы с легкостью можно было без проблем проводить расчеты. Цель такого чертежа: точное определение наименований и количество необходимых деталей, подсчет материалов, правильная окончательная сборка всего изделия.
Материалы
В холодной ковке обрабатывается различные виды металлопроката.
С прутков или квадратов производят практически все элементы: навершия, гусиные лапки, завитки, спирали, вензеля и прочие.
Но также холодным способом обрабатывают и такие заготовки, как листовой металл, стальная полоса и профильная труба. Из них изготавливают спирали, листья или те же завитки с волютой.
Размеры обрабатываемого проката зависят от мощности оборудования. К примеру, ручные станки не способны гнуть пруток толще, чем 14 миллиметров.
Читать также: Как правильно чертить циркулем
В некоторых случаях холодной ковкой может обрабатываться и цветной металл: медь, алюминий и другие.
Когда готов чертеж, можно с легкостью подсчитать: какое количество нужно того или иного вида проката для создания вещи.
Обработка материалов
На этом этапе создают все отдельные детали изделия и готовят их к сборке. На оборудовании, по надобности, совершается производство следующих кованых элементов.
- Лапки, пики, навершия — для завершения концов решеток или других линейных деталей.
- Завитки — к ним относят свои подвиды: волюта (концы загнуты в одну сторону), червонка (спирали в разные стороны), запятые (просто изогнутый конец прута).
- Кольца.
- Корзинки — два прута закрученные по спирали и соединенные на концах.
- Крутени (торсионы) — пруты или полосы, закрученные вокруг своей оси.
Особенности холодной ковки
Метод художественной обработки металла является наиболее популярным — это быстрый и высокотехнологичный процесс. Красоту готовых изделий можно оценить по каталогам, где представлены фото лучших работ. Таким методом можно создавать изделия намного прочней, чем те, которые выполняют с помощью штамповки или отливки. Это объясняется тем, что металл, проходя через оснастку может гнуться и прессоваться одновременно.
Во время ковки на металл воздействует давление и оно его укрепляет, в результате получается деталь, которая впоследствии почти не подвергается разрушению. Метод холодной ковки под силу опытным мастерам, поскольку при ошибочной обработке снова повторить действия с заготовкой будет очень сложно. Свойства холодной ковки дают возможность создавать различные изделия, применяемые в домах и квартирах, во дворах и улицах, поскольку кованые изделия пользуются большой популярностью:
- заборы и перила;
- оконные решетки;
- ограждения и лестницы;
- беседки, фонари и мангалы;
- элементы для декорирования каминов;
- мебель и предметы интерьера.
И это еще неполный список предметов, которые можно выполнить методом холодной ковки. Предметы, полученные таким способом, как это видно на фото могут собой украсить любой интерьер своими формами и стилем.
Инструменты и приспособления для ковки
Для изготовления кованых изделий из профильной трубы необходимо применять специальные инструменты и приспособления. Их можно сделать из подручных материалов самостоятельно, заказать у опытного мастера или приобрести заводские модели. Также следует обустроить место работы – функциональный стол, обеспечить пространство для ковки длинных труб.
Для обработки небольших заготовок можно использовать столешницу с габаритами 2000*1500 мм. На ней размещаются основные инструменты и приспособления для производства изделий из профильной трубы.
Гнутик
Предназначен для изготовления дуг различных диаметров. Станок состоит из т-образной основы, на которой попарно располагаются опорные ролики. На вертикальной стойке находится опорный ролик, высота которого регулируется с помощью резьбового механизма.
- Возможность замены роликов для гнутья труб различного сечения;
- Изменение расстояния между опорными элементами для варьирования радиуса;
- При самостоятельном изготовлении рекомендуется использовать п-образный металлический профиль толщиной не менее 2 мм.
Конструкция гнутика для профильных труб отличается от традиционной. Невозможно сделать качественный изгиб без равномерного распределения нагрузки по всей поверхности. Средняя стоимость самодельной модели – 9600 рублей.
Твистер
Используется для скручивания профильных труб с художественной целью. Для обработки рекомендуется применять модели с лемехом, который облегчает процесс изготовления, снижает время контролируемой деформации, повышает ее качество.
Необходимое оборудование для создания изделий дома
Со временем новые технологии позволили сначала изобрести и затем создать набор специализированных инструментов для расширения возможностей мастеров кузнечного дела. С такими инструментами смогут работать и неопытные мастера, в работе с которыми нет большой сложности.
Один из главных предметов в работе — гнутик, он всегда есть в любой мастерской по работе с металлом. С его помощью можно согнуть заготовку под нужным углом или дугу необходимого радиуса.
Улитка создает спирали из подобранных заготовок, спирали часто встречаются в мастерских у кузнецов. Улитку можно купить или сделать самостоятельно, а также выполнить спираль с любым радиусом, который задумает мастер.
Фонарик — наиболее сложный инструмент, имея такое приспособление можно работать не с отдельной деталью, а сразу создавать целый комплекс из одиночных прутьев. Инструмент помогает создавать виды корзинок из металлических прутьев различного диаметра и сечения.
Изогнутые металлические предметы можно сделать с волной, мастеру остается подобрать прутья разных размеров и профиля и создать плавные элементы для декорирования.
Твистер также сложный инструмент, чем-то схожий на фонарик, с его помощью можно сплести прутья вокруг продольной оси. Чтобы создать оплетку или объемные детали для декорирования пользуются этим инструментом.
Чертежи улитки для ковки
Начинающие мастера часто обходятся без чертежа, нанося контуры улитки на само основание без всяких расчетов. Для первого раза это допустимо, но, если вы хотите сделать качественный станок улитку для холодной ковки, то нужно, все-таки, пользоваться чертежами, в которых рассчитаны все параметры. В зависимости от выбранного вида конструкции улитки существуют разные варианты их чертежей, по которым изготавливают эти приспособления. Например, схема устройства улитки, изображенной на фото, показана ниже.
На схеме также описан принцип работы такого станка, в котором использован привод с помощью трех рычагов, вращающих вал и улитку.
Изгиб осуществляется после жесткого закрепления конца заготовки за первый завиток шаблонной формы с помощью фиксатора и последующего наматывания прутка вокруг вращающегося спиралевидного шаблона при вращении вала.
Познакомившись с устройством разных видов «Улитки» и особенностями их применения, а также посмотрев видео с примерами самостоятельного изготовления этого приспособления, вы можете приступать к созданию выбранной вами конструкции станка. А если у вас есть опыт в изготовлении таких устройств, то вы можете поделиться им в комментариях к этой статье и дать советы начинающим мастерам.
Покраска для кованого металла
Специалисты рекомендуют перед покраской использовать грунтовку, чтобы в дальнейшем даже самая лучшая и дорогостоящая краска не так быстро потеряла свои свойства. Качественные грунтовки имеют хорошую адгезию, а это дает возможность краскам лучше проникнуть в поверхность предмета.
Хорошие краски содержат в своем составе преобразователи ржавчины, наносить их лучше в два слоя. Самый оптимальный выбор — это промышленные виды красок, стоят они дорого, но обеспечивают надежное и стойкое покрытие. Они быстро сохнут, по желанию можно легко нанести другой понравившийся цвет.
Как сделать запятую, какой диаметр выбрать
- Пруток с сечением в 10 мм. нагревается, на конце заготовки делается глазок и закручивается. В результате аккуратных постукиваний молотка получается тугой завиток.
- Заготовка придается изгиб, для этого используется ручная и подкладная вилки.
- Ненужная часть заготовки удаляется, обрубается, второй конец обрабатывается, оттягивается.
- В результате получается две запятые. Более подробно ролик описан на этой странице.
Ниже приводятся еще описания, перечень будет пополняться.
Оборудование для вальцовки в домашних условиях
Приспособления для холодной ковки своими руками можно купить или сделать самостоятельно из подручных средств. Изначально нужно создать 2-3 базовых верстака для обработки одного прута. Конструкция и сложность изготовления зависят от типа выполняемой работы. Тщательное изучение процесса позволит сделать оборудование самостоятельно.

Для создания сложных кованых изделий понадобится не один верстак
Гнутик: какие изделия можно создать с его помощью
Чертежи гнутика для холодной ковки своими руками создавать необязательно. Достаточно один раз посмотреть на принцип работы, чтобы самостоятельно сделать инструмент. Станок представляет собой стальную оснастку, которая разделена на три части. Средний элемент (поводок) подвижный, на нем закреплен центральный валик (клин), который сгибает прут. На боковых пластинках валики делаются сменными и вставляются в паз. Выбирая разный диаметр, можно варьировать угол изгиба прута или пластины. Сверху на поводке закрепляют рычаг, который приводит конструкцию в движение.
Обратите внимание! Изгиб прута требует большого усилия, поэтому закрепление верстака на подвижную опору приведет к неправильному сгибанию и затруднит работу.
Валики должны свободно вращаться в отверстиях, что уменьшит силу, которую нужно приложить для изгиба пластины. Пазы для валиков можно просверлить в нескольких местах симметрично друг другу. Это позволит быстро перемещать детали, варьируя нужный угол сгибания.

Гнутик помогает сгибать металлические прутья под любыми углами
Механизм изгибания металла гнутиком:
- пластина или прут устанавливается между валиками;
- тисками центральный валик прижимается к металлу;
- путем вращения рычага пластина перемещается вдоль валика, приобретая заданный изгиб.
Для удобства под центральный валик ставят лимб (ленту с делениями, показывающую высоту угла). Он используется для изготовления с высокой точностью деталей, которые должны идеально соответствовать друг другу.

Инструмент вальцовки гнутик довольно прост в использовании
Улитка: простой инструмент для создания завитков
Второе название – кондуктор для холодной ковки своими руками. Для изготовления необходимо ознакомиться с процессом сгибания, например, посмотреть видео ковки. Тогда сама конструкция не вызовет вопросов и окажется легкой для повторения. Верстак представляет собой станину, на которой стоит главная матрица или спиральный модуль. В улитку загоняется прут и обходится металлическим роликом, прижимаясь к дуге. Каркас должен быть сделан из металла, так как дерево после длительного напряжения быстро разрушается. Для этой цели подойдут металлический уголок, толстостенная труба или швеллер.
Станок рассчитан на две столешницы. Одна выполняет функцию опоры и принимает на себя большую часть давления, а на второй размещается форма улитки. Вырезаются два круга толщиной не менее 5 мм. Первая часть устанавливается на каркас. Сверху намечается центр круга, приваривается трех- или четырехстворчатая ножка для распределения нагрузки.
Верхняя часть улитки, на которой сгибается металл, называется модуль. Он может быть статичным или наборным.

Инструмент улитка позваляет создавать из кованого металла завитки
Статичный модуль – это приспособление для холодной ковки, предназначенное для выгибания однотипных деталей узора. Изменять радиус или угол изгиба нельзя. Перед началом формирования модуля на столешнице рисуется разметка. Из металлических пластин (толщиной не меньше 0,6 мм) набирается улитка и приваривается.
Наборной модуль состоит из нескольких частей. Его использование является самым распространенным для художественной ковки своими руками, так как позволяет создавать элементы разного радиуса. Изначально на столешнице рисуется разметка деталей и рассчитываются пазы. Из толстого металла вырезаются съемные части улитки. Отверстия для закрепления на столешнице нужно прорезать только посередине. В противном случае напряжение распределяется неравномерно и паз быстрее ломается.
Модуль для ковки своими руками можно сделать сменным. На металлический круг приваривается конструкция необходимого радиуса. Пазами или болтами она прикрепляется к столешнице. Для изготовления элементов разного диаметра делают несколько модулей, которые можно использовать на одном станке.

Наборной модуль позволит создать из кованого метала завитки различного радиуса
Между столешницами нужно закрепить вращающийся вал и рычаг. Необходимо, чтобы расстояние между роликом и модулем было не меньше 2 см, а ход вала должен выходить за пределы столешницы. На ручке рычага устанавливают подвижный элемент для регулировки радиуса хода ролика.
Волна: как создать и пользоваться этим инструментом
Волна – инструмент для ковки линий по типу синусоиды. Вытачивается два валика по заданным размерам. Первый ролик – статичный (вокруг него будет выгибаться прут), он фиксируется на опоре. Второй – ведущий, он закреплен на рычаге и вращается при соприкосновении с поверхностью. Между валами образуется давление, которое действует на металл и заставляет его изгибаться.
Статичный валик можно выточить в форме ступенчатой пирамиды. Таким образом радиус волны можно будет изменять, перемещая рычаг и прут выше на деление. При использовании такого станка одну сторону всегда нужно удерживать, чтобы не повредить изгиб. Для более точного повторения формы волны вытачиваются два статичных валика, один из которых удерживает прут в нужном положении, не допуская дальнейшего деформирования, а на втором проводится сгибание.
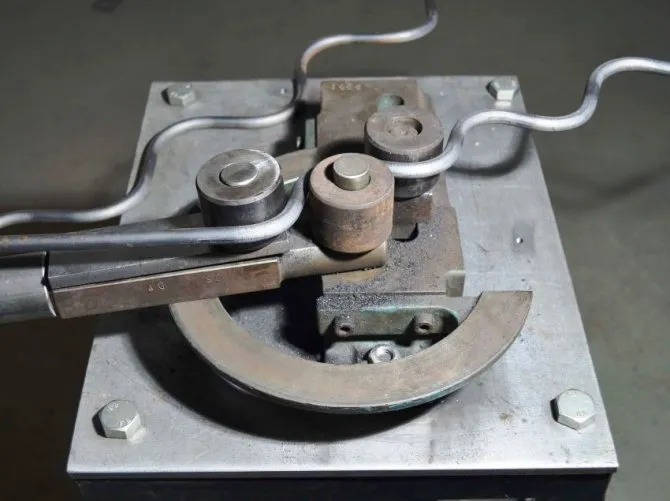
Сделать прут волнообразным поможет инструмент «Волна»
Фонарик и твистер: особенности данных станков
Фонарик – это оборудование холодной ковки для работы с несколькими прутьями и создания объемных корзинок. Чтобы не конструировать станину, для закрепления инструмента можно использовать обычные тиски. Инструмент состоит из трех частей: двух матриц и валика. Матрицу можно сделать из крепкого, желательно закаленного металла шириной 4-5 см.
В каждой матрице вытачивается центральное отверстие, в которое монтируется валик. По бокам делают пазы для установки прутьев. Вторая матрица должна свободно перемещаться вдоль рычага, так как при деформации расстояние между рабочими поверхностями уменьшается. При вращении рычага прутья сгибаются по спирали, образуя конструкцию, похожую на фонарик. Изделия из металла своими руками, которые состоят из нескольких прутьев, закрепляют сваркой.
Подобную конструкцию имеет станок твистер. Однако вместо вала в матрицу вставляется прут, который прижимают пластиной или болтами. Между ними нужно установить подвижный элемент, при вращении вала подающийся вперед. Прут скручивается по продольной оси, образуя симметричную спираль.

Создавать кованые элементы можно используя инструменты фонарик и твистер
Важно! Ходовая матрица с каждым вращением должна приближаться к статичной. Если она будет закреплена в одном положении, мастеру придется прилагать больше усилий для выполнения изгиба прутьев.
Изготовление элементов, как делать
Начинать изготовление нужно с эскиза элемента. Если это возможно, то выполнить его в натуральную величину.

Холодная ковка и сварка, решетка из завитков с хомутами
В зависимости от имеющегося оборудования подбирается материал. Ручная оснастка не может согнуть пруток толще 14 мм.
На специальной оснастке изготавливаются:
- лапки, пики (завершающие элементы концов деталей);
- спирали, завитки;
- кольца;
- корзинки (два прутка закрученные вокруг продольной оси по винтовой поверхности);
- прутки или полосы закрученные вокруг своей оси.
Технология изготовления основана на трех основных операциях: вытяжка, гибка, кручение.
Сборку элементов в единую композицию собирают при помощи заклепок, хомутов или сварки. Сварка самый простой и эффективный способ.
При окончательной отделке изделие зачищают и наносят декоративное покрытие.
Длина, размеры заготовок
Важно! Для изготовления элементов холодной ковкой необходимо правильно рассчитать размеры заготовки. Ошибку при выполнении работы исправить будет зачастую невозможно.
С помощью эскиза, выполненного в натуральную величину, легко рассчитать длину заготовки. На линию, образующую контур элемента, наложить мягкую проволоку. Размер длины вытянутой проволоки будет соответствовать размеру развертки элемента. Если добавить небольшой припуск, то получим размер заготовки.
Справка. Разнообразие декоративных деталей из металла представляется производителями и поставщиками подобной продукции, которые собраны в разделе «Где купить или заказать кованые элементы».
Для измерения длины кривых линий применяется прибор под названием курвиметр. Зубчатым колесиком повторяют путь кривой, а на шкале выносится искомый показатель.
В проектировании деталей все больше применяются компьютерные программы. В них закладываются данные, которые оказывают влияние на геометрию детали при обработке холодной ковкой. Такая программа выдает готовые размеры заготовки.
Завитки
В видеообзоре представлен процесс гибки круглых прутков диаметром 10 мм. Мастером используется станок типа улитка со съемными кондукторами разных форм и размеров.
Цветы
В обзоре представлен полная и подробная инструкция изготовления цветка: от прорисовки элемента на металле до крепления детали в общую композицию.
Какие преимущества есть у холодной ковки?
Холодная ковка является методом производства металлических изделий без применения высоких температур. Некоторые из преимуществ холодной ковки:
-
Усиление металла: холодная ковка позволяет увеличить прочность и жесткость металла.
-
Без деформаций: так как металл не находится в горячем состоянии, риск деформаций минимален.
-
Предотвращение высыхания: холодная ковка позволяет предотвратить высыхание и кристаллизацию металла.
-
Экономия времени и энергии: холодная ковка требует меньше времени и энергии, чем горячая ковка.
-
Многоцелевое использование: холодная ковка может применяться для производства различных металлических изделий, таких как прутья, полосы, пластины и т.д.