Доброго времени суток! Многие из нас сталкивались с неприятностью, когда сверло затупилось при работе с твердыми материалами. В этой обзорной статье мы рассмотрим правильный способ затачивания сверел по металлу, чтобы восстановить их рабочие характеристики. Важным аспектом такого процесса является угол заточки сверла.
Блок: 1/4 | Кол-во символов: 253
Источник: https://postroju-dom.ru/stroitelnye-sovety/234-kak-pravilno-zatachivat-sverla-po-metallu
- Как определить необходимость заточки сверла
- Подготовка инструментов
- Техника безопасности
- Заточка сверла
- Приспособления для заточки
- Процесс заточки
- Как заточить победитовое сверло с напайками
- Проверка правильности заточки сверла
- Нет заточного станка – болгарка на все случаи жизни
- Важные правила
- Особенности заточки ступенчатых сверл
Как определить необходимость заточки сверла
Потребность в заточке сверла определяется при появлении одного из следующих признаков:
- повышенного шума в процессе погружения в металл;
- появления мелкой стружки;
- сильного нагрева изделия.
Затупленное спиральное сверло при трении издает неприятный для слуха высокочастотный звук. Потому следует немедленно остановить работу и перейти к заточке инструмента, иначе он слишком перегреется и не будет подлежать восстановлению.

Ухудшение наточки сверла также можно заметить по прекращению образования спиралевидной непрерывной стружки, появлению мелких частиц металла.
Блок: 2/8 | Кол-во символов: 600
Источник: https://WikiMetall.ru/oborudovanie/kak-zatochit-sverlo-po-metallu.html
Подготовка инструментов
Чтобы правильно заточить сверло, вам потребуется:
- точильный станок или его заменитель (болгарка с абразивным кругом и т.д.) и штангенциркуль;
- трафарет для проверки заточки сверла (можно изготовить самостоятельно);
- емкость с водой или машинным маслом (для охлаждения сверла в ходе заточки);
- маркер, обрезок металлического уголка с полкой 30 — 40 мм + маленькая струбцина;
- круг из мягкого камня для доводки режущих кромок, защитные очки или маска.

Внимание: согласно правилам техники безопасности, при работе на точильном оборудовании не используются перчатки.
Блок: 2/4 | Кол-во символов: 593
Источник: https://postroju-dom.ru/stroitelnye-sovety/234-kak-pravilno-zatachivat-sverla-po-metallu
Виды заточек сверл по металлу
Заточка сверл осуществляется с целью реанимации инструментов после интенсивной эксплуатации. Существует несколько форм заточки. Выбор в пользу конкретного варианта зависит от диаметра спирального сверла, обрабатываемого материала и других факторов.
Универсальной считается нормальная форма заточки под углом 118-120 градусов. Она позволяет подобрать угол сверла, оптимальный для любых материалов. Единственный минус – ограничение диаметра сверла 12 миллиметрами. Нижеизложенные варианты применяются для инструментов с диаметром до 80 мм.
фото:углы заточки сверла по металлу
К примеру, форма обработки НП включает подточку поперечной кромки. Уменьшение длины способствует снижению усилия и, как следствие, предотвращает излишнее повреждение обтачиваемой детали. Сфера применения – подготовка бура к созданию отверстий в стали.
Разновидность этого способа – НЛП. Помимо описанной подточки кромки, аналогичное действие проводят с ленточками. В результате образуется дополнительный задний угол сверла, который значительно облегчает процесс резки и уменьшает трение функциональной части при проходе сквозь обрабатываемый материал.
В некоторых случаях применяется и двойное затачивание. Методы ДП, ДЛП и аналоги рассчитаны на улучшение характеристик периферийных узлов сверла. Изменение угловой точки между кромками до 75 градусов снижает теплоотвод от сверла и повышает его стойкость.
Блок: 2/3 | Кол-во символов: 1413
Источник: http://www.metalstanki.com.ua/metallorezhushhij-instrument/sverla-po-metallu/ugol-zatochki-sverla
Техника безопасности
Описанные ниже работы являются травмоопасными, поэтому требуется соблюдать определенный свод правил:
 Станок должен иметь защитные кожух и экран, предохраняющие мастера от разлетающихся искр и пыли.
Станок должен иметь защитные кожух и экран, предохраняющие мастера от разлетающихся искр и пыли.- Перед включением станка нужно убедиться в надежной фиксации наждачного круга.
- Заточку нельзя проводить на весу, нужно опирать инструмент на подручник.
- В случае переломов сверла, оно может разлететься на мелкие осколки, помимо этого в процессе работ производится много абразивной пыли и высекаются снопы искр. Учитывая это, все работы следует проводить в защитных очках и маске.
Блок: 3/6 | Кол-во символов: 591
Источник: https://pochini.guru/sovety-mastera/kak-zatochit-sverlo-po-metallu
Угол заточки сверла по дереву
Ознакомимся со сверлением дерева. Для ручного сверления материалов из дерева применяют сверлилку и коловорот, используя патроны (зажимные) определённых форм.
Отметим, что ручная винтовая сверлилка зачастую применяется при высверливания отверстий диаметром в пределе 5 мм.
При сверлении необходимо принимать во внимание твёрдость древесины, размещение трещин, глубину сверления, присутствие гвоздей и других посторонних материалов.
Если диаметр отверстия большого размера, то лучше центры заранее засверлить тонкими сверлами чтобы сверло не изменило направление, а если дерево непрочное целесообразно сделать зенкование.
Если имеются сквозные отверстия, нужно при выходе сверла сделать определённую преграду, например, из кусочка дерева.
Помните! Что при сверлении направлять инструмент на свою сторону нельзя. Внимательно рассмотрите состояние сверла, центровку сверла в патроне. Используйте эти правила в целях личной безопасности и эффективности работы с материалами.
Если же в процессе работы в глаз попали частички затачиваемого материала немедленно обратитесь к врачу.
Если сверление происходит по дереву, то об остроте сверла не стоит переживать, ведь сверло служит долго без систематической заточки.
Однако, при работе с металлом, острота сверла играет важную роль, поскольку просверлить металл возможно исключительно при наличии острого сверла.
Таким образом, угол заточки сверла по дереву будет составлять 140 градусов.
Блок: 3/8 | Кол-во символов: 1462
Источник: http://stroysvoy-dom.ru/zatochka-sverla-ugol-zatochki-sverla-dlya-stali/
Заточка сверла
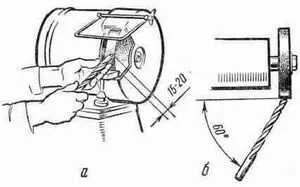
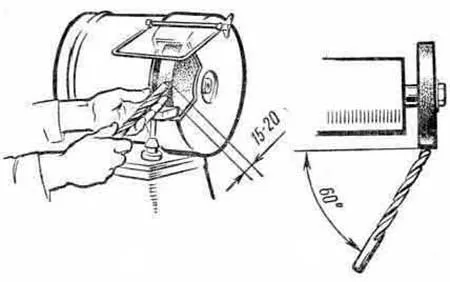
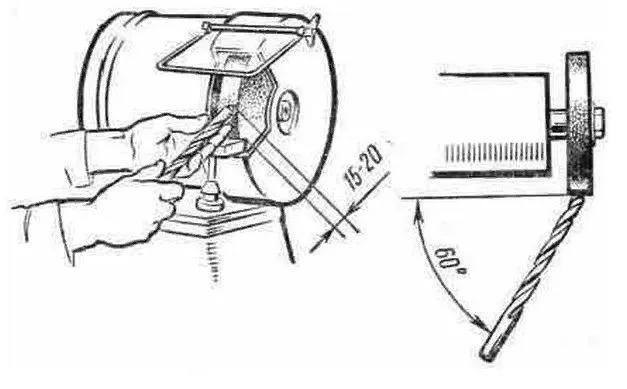
Первая задача – сделать задние поверхности ровными и с одинаковым наклоном. Чтобы правильно ориентировать сверло при заточке, на подручнике абразивного круга нанесите маркером черту под углом к рабочей поверхности круга, соответствующим углу между режущей кромкой и осью сверла (половина угла при вершине). В домашних условиях обычно упрощают задачу и располагают сверло под углом 60°.
Сверло опирается на указательный палец (или на пальцы, при большом диаметре) опирающийся на подручник. Сверло следует расположить боковой стороной параллельно нанесенной контрольной линии. Сверху прижмите его большим пальцем той же руки. Вторая рука держит хвостовик и управляет перемещением сверла во всех плоскостях, фиксирует его в нужном положении. Степень прижима сверла к кругу регулируют обе руки. Не следует сильно сжимать и напрягать пальцы. Держать сверло требуется горизонтально, допускается опускание хвостовика ниже режущей части, но ни в коем случае не наоборот.
Paste a VALID AdSense code in Ads Elite Plugin options before activating it

Режущая кромка должна встать горизонтально и важно сохранять такое положение в течение заточки задней поверхности. Сверло аккуратно подводится к работающему точилу, касается его с легким нажимом, затем хвостовик следует плавно опустить вниз, не ослабляя нажима. Затем сверло немного отводится назад. Операция может выполняться несколько раз, в зависимости от степени износа рабочей части.

Далее сверло разворачивается вокруг продольной оси на 180 градусов, и операция заточки повторяется для второй задней поверхности. Важно постараться не изменить первоначального положения рук и расположить кромку горизонтально, создать аналогичное первому усилие прижима. Если вторую кромку требуется сточить сильнее, чем первую, операция ее заточки повторяется большее число раз.

Следом выполняется проверка обточенных поверхностей. Ее можно сделать на глаз – режущая кромка должна быть выше всех остальных поверхностей, а задние поверхности должны иметь одинаковую форму и размер. Сверло осматривается на просвет, чтобы отблески на металле не мешали, отгородите его рукой от источника света.

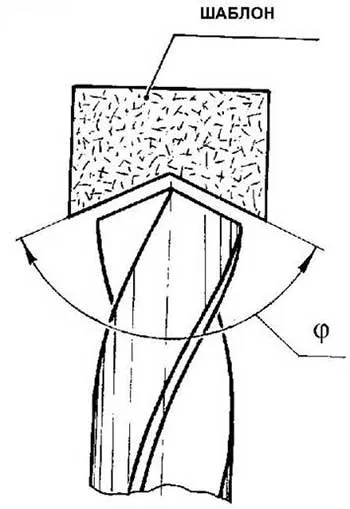
Результат заточки можно проверить шаблоном, прикладывая его поочередно к задним поверхностям вертикально расположенного сверла. Если заметны расхождения, следует подкорректировать на точиле менее сточенную заднюю поверхность. Длина рабочих кромок проверяется штангенциркулем – замеряется расстояние от перемычки до места перехода режущей кромки в ленточку. При расхождении параметров подтачивается более короткая кромка.
Чтобы сверло при заточке было максимально точно ориентировано под заданным углом, в качестве направляющего элемента удобно использовать обрезок стального или алюминиевого уголка с полкой 30 — 40 мм. Обрезок уголка длиной около 70 мм при помощи небольшой струбцины крепится к подручнику таким образом, чтобы сверло, прижатое к нему боковой частью, режущей кромкой попадало точно на рабочую часть абразивного круга. Прилегание боковой части к направляющей следует поддерживать в течение всего цикла заточки.

В процессе заточки сверло следует охлаждать в емкости с водой или машинным маслом – перегретый металл хуже обрабатывается и может повредиться.
Если результат заточки вас удовлетворил, желательно выполнить доводку рабочих кромок на круге из карбида кремния, придать им гладкость, что увеличивает рабочий ресурс сверла.
Видео по теме «как правильно затачивать сверла по металлу»:
Paste a VALID AdSense code in Ads Elite Plugin options before activating it
Блок: 4/4 | Кол-во символов: 3549
Источник: https://postroju-dom.ru/stroitelnye-sovety/234-kak-pravilno-zatachivat-sverla-po-metallu
Приспособления для заточки
Для сокращения времени работы и улучшения ее качества важно подобрать приспособление, позволяющее удерживать режущий инструмент неподвижно. Нормальная заточка сверл по металлу во многом зависит от точности выставления требуемого угла и возможности регулирования подачи в процессе точения.

Большинство приспособлений позволяет точить режущий инструмент размером 3–19 мм. Для восстановления спиралевидных изделий применяются как специализированные, так и обыкновенные станки с электроприводом и системой подачи, которые можно собрать самому и установить в гараже либо подсобном помещении.
Для работы в домашних условиях нет смысла покупать дорогостоящее профессиональное оборудование: можно ограничиться точильным кругом в паре с держателем либо вовсе выполнить выправку изделия вручную.
При помощи болгарки
Помимо самой машинки, для работы также нужны тиски, в которых фиксируется отлаживаемый режущий инструмент.

Чтобы заточить сверла по металлу болгаркой, необходимо соблюдать следующую последовательность работ:
- изделие вертикально зажать в тисках;
- сначала обработать тыльную кромку до удаления следов износа;
- рабочую грань обточить под 120°.
Для недопущения перегревания сверла контакт его со шлифовальным диском должен длиться не более 1–2 секунд. Эффект достигается за счет многократного снятия тонкого слоя металла с рабочей грани.
Для установления угла заточки можно воспользоваться пластиковым шаблоном, периодически прикладываемым к поверхности.
Заточка на точиле
Заточка на точильном круге считается более удобным и безопасным способом по сравнению с болгаркой.
Если опыт не позволяет определить уровень износа сверла по металлу и выполнить его оправку на точиле «на глаз», нужно воспользоваться специальным приспособлением – держателем, устанавливаемым вблизи рабочего диска. Во избежание смещения фиксатор надежно прикрепляется посредством болтового соединения.
На обточном станке затачивание сверл по металлу не представляет никакой сложности.
Инструмент закрепляется в фиксаторе, включается точило, и рабочие кромки слегка прижимаются к кругу под нужным углом. При наличии мелких зазубрин перед точением их следует удалить равномерно со всех сторон.
Работать на станке следует осторожно. Сверла больших диаметров способны нагреваться до значительных температур, что приводит к уменьшению прочностных характеристик металла.
При помощи насадки на дрель
Качественно и быстро точить сверла средних диаметров (4–10 мм) можно и без заточного круга, используя стандартные насадки для дрели.

Заточка производится в таком порядке:
- на дрель ставится насадка;
- в отверстие требуемого диаметра устанавливается сверло;
- включается дрель, изделие обтачивается с одной стороны;
- для отладки противоположной режущей грани инструмент поворачивается на 180°.
Применение насадки имеет некоторые особенности:
- Качественная и эффективная заточка возможна только для незначительно затупившихся сверл. При наличии глубоких повреждений, как правило образующихся при значительном перегреве металла, восстановить инструмент не получится.
- Фиксированный угол заточки. Насадка подходит только для сверл, используемых для работы с определенными материалами.
Несмотря на имеющиеся конструктивные недостатки, применение насадок позволяет значительно ускорить и упростить восстановление рабочих кромок сверла по металлу. Популярность также обусловлена невысокой стоимостью приспособлений.
Заточка напильником или надфилем
Сверло, применяемое для обработки металла, заточить напильником либо надфилем невозможно по двум причинам:
- Твердость материала. Даже самый лучший напильник сотрется, прежде чем исправит режущий инструмент.
- При использовании алмазных либо абразивных брусков невозможно вручную выдержать нужный угол.
Блок: 3/8 | Кол-во символов: 3692
Источник: https://WikiMetall.ru/oborudovanie/kak-zatochit-sverlo-po-metallu.html
Например, для металлов твёрдого типа, приемлем угол заточки сверла приблизительно 120 градусов, для более мягкий металлов – 90.
Если работать придётся с мягкой бронзой, то угол при вершине будет равен 120—130 градусам; красная медь – 125; алюминий -140; пластмассы – 90-100; хрупкие материалы –140.
Угол заточки не может быть одинаковый для всех материалов!
Таким образом, угол заточки сверла устанавливается в зависимости от характеристики материала (при этом учитывается его пластичность и состояние).
Так, чем мягче материал, тем больше угол наклона. Однако этот принцип применяется на производстве.
В домашних условиях, когда одно и тоже сверло применяется для многих материалов, угол наклона зависит от диаметра сверла и меняется от 19 — 28° для сверл, которые имеют диаметр от 0,25- 10 мм.
Блок: 4/8 | Кол-во символов: 828
Источник: http://stroysvoy-dom.ru/zatochka-sverla-ugol-zatochki-sverla-dlya-stali/
Процесс заточки
Правильную заточку сверла по металлу желательно производить с помощью специальных приспособлений и станков. К сожалению, в условиях домашней мастерской такое оборудование не всегда есть в наличии, и обычно заточка сверел по металлу своими руками выполняется на электрическом точильном станке с абразивными материалами, например, на каменных кругах. Заточку проводят по задним граням, при этом все зубья следует заточить абсолютно идентично. При этом вручную выдержать заданный угол и нужную форму тяжело, да и затачивать в домашних условиях проще всего только спиральные и корончатые инструменты.
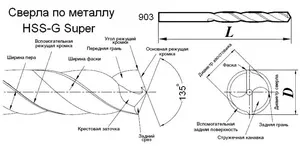
Углы рабочей поверхности
Для того чтобы знать, как заточить сверло по металлу на точиле, следует запомнить ряд важных параметров, применяемых к режущей части, выполнение которых гарантирует качественный результат:
- Угол расположения задней части инструмента по отношению к плоскости сверления =10°,
- Угол заточки передней поверхности = 20°
- Угол при вершине режущего инструмента = 118°
При этом угол при вершине может меняться, в зависимости от материала, с которым предстоит работать:
- Для нержавейки, чугуна и твердой бронзы — 115−118°;
- Для алюминия — 130−140°;
- Для меди — 125°;
- Для мягкой бронзы — 130°.
Как видно, чем мягче материал, в котором требуется просверливать отверстие, тем тупее должен быть угол. Так, для нержавеющей стали достаточно — 118°, а для более мягких металлов угол достигает — 140°.
Существует несколько видов заточки, применяемых для различных целей. самыми распространенными считаются:
 Одноплоскостная. При этом виде обработки задняя поверхность пера выполнена в виде одной плоскости. Задний угол лежит в пределах 28−30°. Сверло приставляют режущей частью параллельно точильному кругу и не меняют его положения. Считается самым простым видом заточки сверл диаметром до 3 мм, но недостатком является то, что в процессе сверления режущие кромки могут крошиться.
Одноплоскостная. При этом виде обработки задняя поверхность пера выполнена в виде одной плоскости. Задний угол лежит в пределах 28−30°. Сверло приставляют режущей частью параллельно точильному кругу и не меняют его положения. Считается самым простым видом заточки сверл диаметром до 3 мм, но недостатком является то, что в процессе сверления режущие кромки могут крошиться.- Коническая заточка. Как правило, применяется для сверл относительно большого диаметра. Ее тяжело проводить без специального оборудования и не имея соответствующих навыков. Сверло следует брать левой рукой за рабочую часть ближе к конусу, а правой рукой удерживать хвостик. Затем инструмент прижимают к торцу точильного камня поверхностью задней части и режущей кромкой. В процессе заточки сверло слегка покачивается за хвостик правой рукой, это позволяет создавать на перьевой грани конусовидную поверхность.
В процессе заточки следует стараться выдержать изначальную заводскую поверхность задней части, чтобы она сохранила заданные ей углы. После заточки желательно провести доводку, что позволит сгладить поверхность и убрать мелкие зазубрины.
Доводка материала после его заточки
Доводка выполняется на специальных доводочных кругах. Их отличие от обычных шлифовальных кругов состоит в том, что агрессивная обработка материала объединяется с получением хорошей финишной поверхности.
Благодаря мягкости материала и качественного абразива такие круги идеально подходят для устранения царапин и других дефектов поверхностей, их устранение производится без изменения геометрии рабочей части материала. Как правило, такие круги устанавливаются на болгарку или дрель, что позволяет более удобно и точно обработать сверло зажатое, например, в тисках.
Помимо доводочных кругов, заправить рабочую поверхность можно с помощью наждака, находящегося на диске той же болгарки.
Подточка поверхности
 Правильно выполненной заточки сверла по металлу своими руками на инструменте диаметром до 10 мм вполне достаточно для работы, для более широких рекомендуется дополнительно подточить переднюю поверхность.
Правильно выполненной заточки сверла по металлу своими руками на инструменте диаметром до 10 мм вполне достаточно для работы, для более широких рекомендуется дополнительно подточить переднюю поверхность.
Смысл данной обработки состоит в том, что за счет увеличения угла режущей кромки и уменьшения переднего угла возрастает стойкость к крошению, это приводит к повышению ресурса сверла. Помимо этого, ширина поперечной кромки уменьшается, благодаря чему материал в центральной части отверстия не сверлится, а скоблится, что облегчает процесс сверления металла. Для сверла с маленьким задним углом можно провести подточку задней поверхности для уменьшения ее трения внутри отверстия.
Блок: 4/6 | Кол-во символов: 4042
Источник: https://pochini.guru/sovety-mastera/kak-zatochit-sverlo-po-metallu
Как заточить победитовое сверло с напайками
Победитовое сверло также может затупиться. Тупое сверло перегревается во время работы, плохо сверлит и издает сильный визжащий звук. Конечно, можно поменять сверло, купив новое, но лучше сэкономить и заточить его своими руками. Для этого вам понадобится заточной станок (электрическое точило) с алмазным камнем и охлаждающая жидкость. Обыкновенный наждачный камень для заточки сверла из победита не годится. До того, как приступите к заточке, убедитесь, что она возможна, в принципе. Для этого следует померить высоту режущей части сверла. При высоте режущей части сверла, т. е. напайки около 10 мм заточка возможна.
Не забываем: чем тверже материал, тем ниже должна быть скорость заточки. Угловая скорость (количество оборотов вращения камня) при заточке победитового сверла должна быть уменьшена вне зависимости от того, какой инструмент применяется для заточки.
Заточка сверла выполняется короткими касаниями сверлом наждачного камня. Победитовое сверло затачивается быстро, как правило вам там нужно лишь немного подправить слизавшиеся кромки, поэтому следует внимательно контролировать процесс, чтобы не срезать лишнее с рабочей победитовой поверхности сверла.
Сверла с напайками рекомендуется затачивать аналогично простым сверлам малого диаметра, т.е. следует делать заточку задней поверхности плоской. При этом точить заднюю поверхность следует, как показано на фото, стачивая сверло до самой напайки:

Заточенный бур по с напайкой.
Желательно подточить переднюю поверхность. Если напайка уже сточена до самого сверла, то без подточки просто нельзя обойтись, поскольку мягкий металл, выходит на режущую кромку со стороны передней поверхности. Передняя поверхность одновременно подтачивается так, чтобы толщина центра напайки стала меньше.

Подточка напайки со стороны передней поверхности.
Во время заточки сверла старайтесь быть точным и внимательно следите за тем, чтобы его режущие стороны были одного размера. Если это не удается достичь, то смещенный центр ости обязательно приведет к тому, что отверстие сверления будет увеличенным и неровным. Независимо от устройства, на котором выполняется заточка, нужно контролировать соотношение передних и задних углов кромки реза в направлении вращения. Еще одно правило, которого следует придерживаться, чтобы правильно заточить сверло по бетону: чем тверже материал, тем больше угол заточки. Для победита он составляет 170 градусов.
В процессе заточки нельзя допускать нагревания сверла, т.к. могут появиться трещины и возможно отслоение твердосплавных пластин. Для того, чтобы не допустить этого, периодически следует охлаждать сверло жидкостью. Для охлаждения можно использовать обычную воду.
Предлогаем посмотреть подборку видеороликов по заточке сверл с победитовыми напайками.
Видео: Заточка буров для перфоратора. Часть — 1
Видео: Заточка буров для перфоратора. Часть — 2
Видео: Заточка буров для перфоратора. Часть — 2
Блок: 3/3 | Кол-во символов: 2915
Источник: https://srbu.ru/instrumenty-i-oborudovanie/68-kak-zatochit-sverlo.html
Проверка правильности заточки сверла
Правильность восстановления сверла можно установить посредством шаблона, сделанного из листового металла толщиной 1 мм. С его помощью выполняется контроль:
- угла между перемычкой и режущей кромкой;
- угла вершины;
- длины рабочих граней.
Подобный угломер можно изготовить из обычного металлического транспортира. Лишнюю часть следует отрезать, потому как при точении сверл по металлу углы до 30° не применяются.
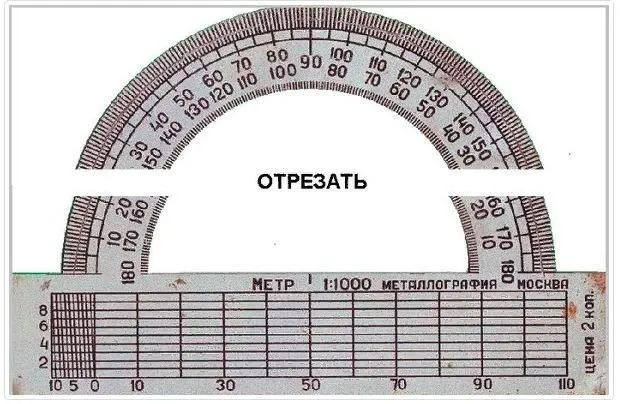
Контроль заднего угла осуществляется опосредованно через определение угла заострения.
Для самостоятельного изготовления шаблона достаточно перенести требуемые углы на лист металла. В качестве эталона можно применить новое, еще не использованное изделие.
Для проверки правильности заводской заточки заготовка из любого мягкого металла просверливается на глубину 1 см, после чего замеряется диаметр полученного отверстия. Он должен в точности соответствовать заявленному типовому размеру сверла.
Неправильное восстановление рабочих кромок, если клинья их несоразмерны друг с другом либо заточены они под различными углами по отношению к оси инструмента, вызовет биение сверла. В итоге диаметр отверстия будет большим.
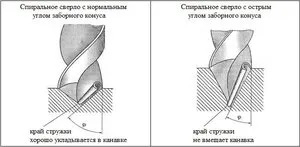
Также правильность заточки можно легко выявить по типу стружки, выходящей при сверлении металла. При разбежке в углах инструмент будет заходить туго, придется прикладывать значительно большие усилия для погружения его в металл.
Блок: 5/8 | Кол-во символов: 1377
Источник: https://WikiMetall.ru/oborudovanie/kak-zatochit-sverlo-po-metallu.html
Нет заточного станка – болгарка на все случаи жизни
Если у вас нет заточного станка, но при этом срочно понадобилось заточить сверло, можно воспользоваться болгаркой (УШМ). Но имейте в виду, что шлифмашинка – это один из самых опасных ручных электроинструментов. Нарушение техники безопасности при работе с ним приводит к серьезным увечьям, а иногда и летальному исходу. Поэтому если опыта работы с УШМ у вас нет, лучше не пытаться сэкономить, а купить новую насадку.
Если вы все же приняли решение точить сверла болгаркой, используйте для этих целей исключительно торцевой лепестковый круг. Кроме того, желательно, чтобы сама болгарка была небольшой, т.е. маломощной. Процесс заточки выглядит следующим образом:
- 1. Болгарка кладется на горизонтальную плоскость диском вверх, чтобы диск тоже располагался горизонтально. Инструмент нужно крепко удерживать левой рукой, этой же рукой следует контролировать и кнопку питания.
- 2. Затем сверло надо поднести к диску и заточить, стараясь соблюдать заводские углы. Шлифмашинку при этом следует включать на минимальных оборотах.
Недостаток такого метода заключается в том, что заточка осуществляется «на глаз», поэтому если раньше сверла по металлу вы не затачивали, лучше от такого способа отказаться. Неумелыми действиями можно еще больше испортить инструмент.
Блок: 5/7 | Кол-во символов: 1300
Источник: http://obustroen.ru/instrumenty-i-oborudovanie/mehanizirovannye/dreli-i-perforatory/kak-zatochit-sverlo-po-metallu.html
Важные правила
Точение сверл по металлу не вызывает у опытных домашних мастеров никаких трудностей. Но все же существует несколько важнейших правил:
- Главное требование, которого следует придерживаться при разработке конструкции станка для точения: изделие должно оставаться неподвижным, не вращаться вокруг своей оси. Если оно повернется хотя бы на градус, выправку придется повторять заново.
- Поверхность круга или заточного диска должна быть идеально ровной. Потому периодически ее необходимо править эльборовыми насадками.
- По окончании работы восстановленному инструменту для сверления металла следует дать остыть в естественных условиях и только затем выполнять проверку геометрических параметров посредством шаблона.
Длины режущих граней должны отличаться одна от другой не более чем на 0,1–0,3 мм. Данное правило особенно важно для инструмента небольшого диаметра.
Блок: 6/8 | Кол-во символов: 864
Источник: https://WikiMetall.ru/oborudovanie/kak-zatochit-sverlo-po-metallu.html
Блок: 6/8 | Кол-во символов: 1
Источник: http://stroysvoy-dom.ru/zatochka-sverla-ugol-zatochki-sverla-dlya-stali/
Ручная заточка спиральных сверл, ч. 2
Блок: 7/8 | Кол-во символов: 40
Источник: http://stroysvoy-dom.ru/zatochka-sverla-ugol-zatochki-sverla-dlya-stali/
Особенности заточки ступенчатых сверл
Ступенчатые сверла по металлу производятся в нескольких конструктивных исполнениях, каждая модель при этом предназначена для устройства отверстий диаметром 4–32 мм. Это дорогостоящий, но очень качественный инструмент, способный прослужить до 2 лет даже при интенсивном использовании.
По рекомендациям производителя возможна заточка ступенчатых сверл по металлу, но только некоторых моделей. Остальные восстановлению и последующему повторному применению не подлежат.
В отличие от обычных конусные сверла заточить непросто: при неправильном выполнении работы режущая кромка инструмента может прийти в негодность.
Для возвращения к жизни ступенчатого резца используется наждачная бумага, которой оборачивается специальный вращающийся диск. При этом обработку можно проводить как при помощи станка для концевых фрез, так и руками. Первый вариант применяется для изделий со спиралевидными канавками, второй – для инструмента с прямыми полостями.
Блок: 8/8 | Кол-во символов: 1186
Источник: https://WikiMetall.ru/oborudovanie/kak-zatochit-sverlo-po-metallu.html
Специальные заточки сверл, ч. 3. Заточки для листа
Подобрано для вас:
Блок: 8/8 | Кол-во символов: 70
Источник: http://stroysvoy-dom.ru/zatochka-sverla-ugol-zatochki-sverla-dlya-stali/
Кол-во блоков: 28 | Общее кол-во символов: 35319
Количество использованных доноров: 8
Информация по каждому донору:
- https://WikiMetall.ru/oborudovanie/kak-zatochit-sverlo-po-metallu.html: использовано 5 блоков из 8, кол-во символов 7719 (22%)
- https://pochini.guru/sovety-mastera/kak-zatochit-sverlo-po-metallu: использовано 3 блоков из 6, кол-во символов 6504 (18%)
- https://srbu.ru/instrumenty-i-oborudovanie/68-kak-zatochit-sverlo.html: использовано 1 блоков из 3, кол-во символов 2915 (8%)
- http://met-all.org/oborudovanie/prochee/ugol-zatochki-sverla-po-metallu-tablitsa-geometriya.html: использовано 2 блоков из 5, кол-во символов 2081 (6%)
- http://www.metalstanki.com.ua/metallorezhushhij-instrument/sverla-po-metallu/ugol-zatochki-sverla: использовано 2 блоков из 3, кол-во символов 3176 (9%)
- http://obustroen.ru/instrumenty-i-oborudovanie/mehanizirovannye/dreli-i-perforatory/kak-zatochit-sverlo-po-metallu.html: использовано 4 блоков из 7, кол-во символов 5279 (15%)
- https://postroju-dom.ru/stroitelnye-sovety/234-kak-pravilno-zatachivat-sverla-po-metallu: использовано 3 блоков из 4, кол-во символов 4395 (12%)
- http://stroysvoy-dom.ru/zatochka-sverla-ugol-zatochki-sverla-dlya-stali/: использовано 6 блоков из 8, кол-во символов 3250 (9%)
|
Оцените статью:
|
Как влияет угол при вершине сверла на прочность инструмента и процесс резания?
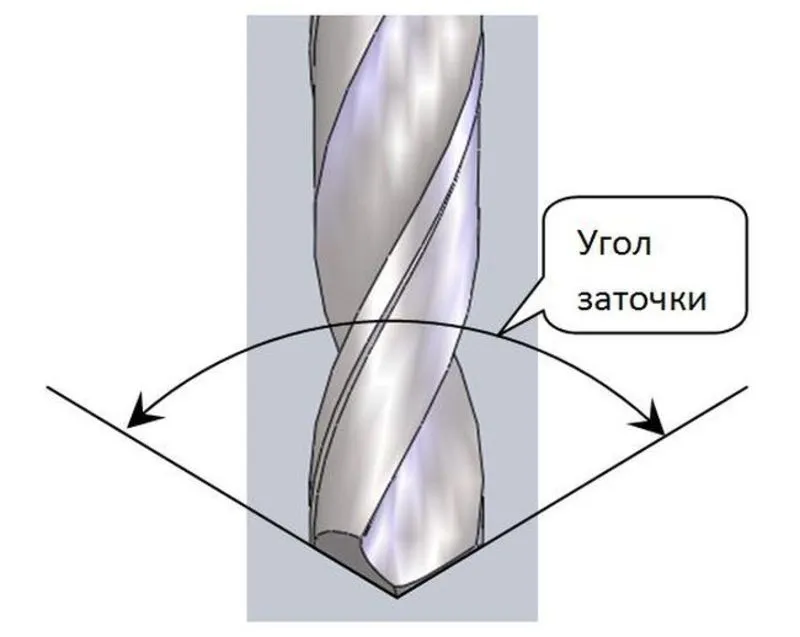
Угол при вершине сверла называется углом заточки. Угол заточки сверла влияет на процесс резания и прочность инструмента.
-
Процесс резания: Угол заточки сверла определяет способность инструмента резать материал. Например, больший угол заточки, более острое сверло, позволяет легко проникать в материал, в то время как меньший угол заточки обеспечивает более широкую поверхность резания и может быть полезен для резания твёрдых материалов.
-
Прочность инструмента: Угол заточки сверла также влияет на прочность инструмента. Острые сверла с большим углом заточки более склонны к износу и трещинам, чем сверла с меньшим углом заточки. Однако сверла с меньшим углом заточки могут затупляться быстрее и требуют более частой заточки.
Идеальный угол заточки сверла зависит от материала, который вы режете. Разные материалы требуют разных углов заточки. Например, для резки мягких материалов, таких как древесина и пластик, подходит угол заточки в диапазоне от 30 до 60 градусов. Для резки твёрдых материалов, таких как металл, подходит угол заточки в диапазоне от 90 до 140 градусов.