Даже новичок в сварке сможет выполнить горизонтальный нижний шов. Этот этап является отправной точкой в обучении сварочному ремеслу. Варка вертикального шва представляет собой более сложную задачу. Если это актуально, то в новом тексте можно упомянуть «как правильно проводить сварку горизонтального шва».
Блок: 1/3 | Кол-во символов: 245
Источник: https://steelguide.ru/svarka/svarka-konstrukcij/cvarka-v-gorizontalnom-i-vertikalnom-polozhenii-shva.html
- Трудности при сварке горизонтальных швов
- Особенности сварки горизонтальных швов
- Вертикальный шов
- Какие сложности возникают при горизонтальной сварке
- Орудия для работ
- Горизонтальные соединения
- Объем тока и движение электрода
- Правила работы
- Параметры тока и перемещение электрода
- Итог
- Инструкция для начинающего сварщика
- Выводы и полезное видео по теме
Трудности при сварке горизонтальных швов
Заметим, что сварка горизонтальных швов – один из сложных видов сварочного соединения. Процесс сваривания швов, расположенных в горизонтальном положении, осложняется воздействием силы тяжести.
Дело в том, что в процессе работы расплавленный металл может вытекать из сварочной ванны. Кроме того, наблюдается и выпадение капель расплавленного электродного металла, они пролетают мимо ванны.
Горизонтальные соединения также сопровождаются следующими сложностями: расплавленный материал стекает на нижнюю кромку, из-за чего существует вероятность того, что на верхней кромке появится подрез. Для предотвращения такого явления специалисты советуют делать скос верхней кромки, при этом нижнюю не трогать, она будет задерживать металл в ванне.
Справиться можно и с остальными трудностями. При горизонтальной сварке, обычно используют дугу довольно короткой длины, а электрод передвигают либо без манипуляций, либо поперечными колебаниями. Кроме того, рекомендуется во время сварки периодически отводить электрод от ванны, чтобы позволить металлу кристаллизоваться и сделать горизонтальный сварочный шов более качественным.
Также при горизонтальной сварке, и других сложных швах, специалисты советуют делать валик меньшей ширины, которая не должна превышать 2-3 диаметра электрода. Силу тока, в этом случае, следует снизить процентов на 10-20, а электроды выбирать с диаметром не больше пяти миллиметров.
Блок: 2/4 | Кол-во символов: 1440
Источник: http://stalevarim.ru/pub/svarka-gorizontalnyh-shvov/
Особенности сварки горизонтальных швов
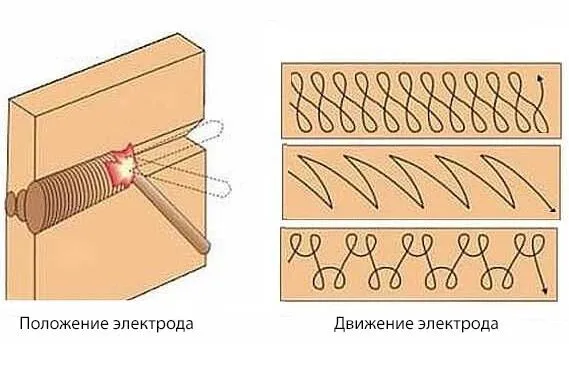
При создании швов в горизонтальном положении специалисты советуют держать электрод под углом 80-90 градусов, как изображено на рисунке.
Отметим, что необходимо добиваться того, чтобы дуга горела с максимально возможной глубиной проплавления металлоизделия. Это позволит снизить влияние «козырька», который создается при сваривании под углом меньше 80 градусов.
Чтобы добиться нужной ширины шва и усилить валик, нужно следить за скоростью сварки, длиной дуги. Также сваривание нужно производить колебательными движениями по направлению сварки (т.е. немного вперед, потом назад).
И еще. В зависимости от того, как ведет себя шлак, нужно выдерживать угол наклона электрода. За счет того, что шлак стекает на нижнюю кромку, сварка может производиться практически под углом 90 градусов, а в некоторых случаях и «углом вперед».
Блок: 3/4 | Кол-во символов: 866
Источник: http://stalevarim.ru/pub/svarka-gorizontalnyh-shvov/
Вертикальный шов
Сварка вертикального шва может осуществляться двумя различными методами: сверху вниз и наоборот. Проще всего вертикальная сварка выполняется в случае работы снизу вверх. В данном варианте сварочная ванна поднимается дугой, формируемой электродами, и не опускается.
Формируя вертикальные швы снизу вверх без отрыва дуги, электроды необходимо перемещать в одном направлении без смещений по горизонтали. При этом должен соблюдаться наклон в 80-90 градусов. В таком случае шов получается почти плоским.
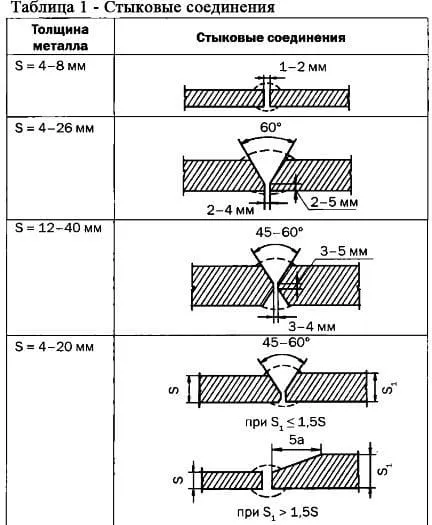
Таблица стыковых соединений.
Чтобы понять, как варить вертикальный шов, следует четко представлять алгоритм последовательности действий:
- в первую очередь в нижней точке зажигается дуга;
- проводится подготовка горизонтальной поверхности, равной сечению шва;
- сварочная ванна удерживается дугой, контролируемой наклоном электрода.
В таком виде работы электроды должны перемещаться достаточно быстро. Важен полный контроль над процессом сваривания. В случае вытекания сварочной ванны с одного края, следует перейти к другому краю с одновременным движением вверх.
Осуществлять данный тип соединения можно и с отрывом дуги. Подобный вариант будет особенно удобен начинающим сварщикам. За время отрыва деталь успевает охладиться. Подобный способ позволяет даже опирать электрод на полочку сварного кратера.
Схема перемещения стержня аналогична движению без отрыва: из стороны в сторону, коротким валиком, петельками.
Стоит обратить внимание на влияние величины силы тока на шов.
Чтобы правильно варить вертикальный шов, следует задавать ток на 5-10 ампер меньше рекомендованного значения, соответствующего выбранному электроду для вертикального шва и толщине изделия. Однако это утверждение не всегда справедливо, и в ряде случаев ток необходимо подбирать экспериментально.
Можно осуществлять соединение и сверху-вниз. В таком случае стержень необходимо держать перпендикулярно поверхности детали. После розжига дуги в таком положении следует прогреть металл и уже потом перемещать его, формируя шов.
Выполнять сварку сверху вниз не очень удобно. Этот вид работы предполагает высокий контроль сварной ванны. Тем не менее при должном профессионализме таким методом можно сформировать отличное соединение.
Блок: 3/7 | Кол-во символов: 2255
Источник: https://tutsvarka.ru/vidy/svarka-vertikalnyh-shvov
Какие сложности возникают при горизонтальной сварке
Данное соединение далеко не самое легкое и для его выполнения нужно подготовиться. При выполнении сварочных работ может возникнуть ряд сложностей. К ним относятся:
- Вытекание расплавленного металла из сварочной ванны. Под силой действия земного притяжения расплавленный металл, вместо того чтобы создавать сварной шов, попросту стекает вниз, благодаря чему соединение не образуется должным образом.
- Может создаваться сильно большое уплотнение на нижней кромке за счет того, что металл с верхней стекает к ней. Это приводит к образованию на верхней части глубокого подреза, который негативно сказывается на качестве соединения.
- Неудобное положение для самого сварщика, в котором он может совершить больше ошибок из-за подобных сложностей.
«Важно!
Чтобы уберечься от многих сложностей при создании шва в горизонтальном положении нужно создавать склон на верхней кромке.»
Техника перемещения электрода при горизонтальной сварке
Техника сварки штыковых швов в горизонтальном положении проводится по следующим пунктам:
- В первую очередь формируется первый валик шва, для которого используется короткая дуга сварочного аппарата. Здесь электрод нужно перемещать без колебаний в поперечной плоскости. Угол наклона электрода составляет около 80 градусов, что даст возможность хорошо проплавиться стыку.
- После создания первого валика идет второй проход с использованием небольшой силы тока. Здесь также не применяются колебательные движения, а электрод ставится под углом «вперед» к росту шва. Здесь нужно более широкий электрод, чем при первом проходе.
- После прохождения нескольких валиков создается итоговая наплавка, которая обеспечивается верхний слой, обладающий эстетическими качествами, но при этом он должен проплавиться к остальным. Нужно стараться сделать все за один проход.
Техника сварки горизонтального шва
Используемые инструменты при горизонтальной сварке
Для сварки горизонтальных швов могут подходить следующие разновидности оборудования:
- Сварочный инвертор – один из самых популярных современных аппаратов, который применяется как в частной, так и в промышленной сфере. Его применяются для тонких и толстых деталей, причем можно встретить как переносные, так и стационарные модели. Сварка горизонтального шва полуавтоматом проводится с высоким уровнем защиты.
- Трансформатор – менее совершенный, но все еще применяющийся недорогой аппарат для сварки. Он больше подходит для создания толстый швов.
- Выпрямитель – устройство создающее стабильное горение дуги, что очень важно для создания швов в неудобном положении. Аппарат может запитываться от обыкновенных бытовых сетей.
- Газовая горелка – оптимальный выбор, как для новичков, так и для профессионалов, если требуется обеспечить простоту и надежность процесса. Она не совсем удобна в плане подготовки, так как с электрической сваркой все намного проще и быстрее.
Заключение
Несмотря на различные существующие способы как варить сваркой горизонтальные швы и как сделать их более прочными, при возможности специалисты все же предпочитают использовать стандартное нижнее положение. Если такой возможности нет, то опытные сварщики уделяют время подготовительным работам, обеспечивающим большую часть успеха.
Видео. Процесс сварки горизонтального соединения
Блок: 3/3 | Кол-во символов: 3245
Источник: https://svarkaipayka.ru/tehnologia/drugoe/svarka-gorizontalnyih-shvov.html
Орудия для работ

Соединение шва при горизонтальных работах будет прочным в случае использования всех необходимых инструментов.
Поговорим о популярных устройствах, используемых в 21 веке:
- Преобразователь. Он необходим для того, чтобы получать статичный ток. Не стоит экономить на трансформаторе. Недорогие экземпляры не работают на полной мощности и могут не подойти для сварочных работ. Если выбирать этот тип оборудования, тогда стоит потратить на него много денег. Несмотря на высокую производительность преобразователя, он отличается высоким весом детали. При активной работе и постоянных перемещениях этот аппарат вам не подойдёт.
- Выпрямительный агрегат. Устройство необходимо, чтобы изменять активный ток, который используется в быту, на статичной. От преобразователя это устройство отличается тем, что арка работает без сбоев и скачков электричества. Можно получить швы высокого качества. Но только при том, что вы будете придерживаться всех рабочих технологий.
- Обращатель. Эти механизмы появились всего 10-15 лет назад. Но среди сварщиков они очень актуальны. Аппараты считаются многофункциональными, способными работать с любым типом тока. Преимущества инверторов привлекают многих мастеров: он небольшой в весе, с ним справится даже новичок, а также он обладает высокой эффективностью.
Блок: 4/6 | Кол-во символов: 1296
Источник: https://prosvarku.info/tehnika-svarki/svarka-gorizontalnyh-shvov
Горизонтальные соединения
на вертикальной поверхности осуществляется слева направо и наоборот. В данном варианте ванна будет стекать в нижнюю кромку. Техника выполнения соединения предполагает наклон электрода под большим углом, зависящем от величины тока.
Существует несколько полезных советов, при выполнении которых сварка горизонтального шва будет осуществлена наиболее качественно:
- лучше класть сварочный шов слева направо;
- электрод следует расположить немного назад на шов;
- дугу зажигают на нижней кромке и после этого переводят на верхнюю;
- движение стержня осуществлять по спирали.
В случае стекания металла вниз, следует перемещать электрод быстрее, уменьшив нагрев детали. Выполнять работу можно и с отрывом дуги. В моменты отрыва металл будет успевать охлаждаться, в результате чего он прекратит стекать. Снижение силы тока обеспечивает такой эффект.
Следуя предложенным выше советам, можно научиться формировать качественные горизонтальные соединения ручной дуговой сваркой.
Блок: 4/7 | Кол-во символов: 1014
Источник: https://tutsvarka.ru/vidy/svarka-vertikalnyh-shvov
Объем тока и движение электрода

Горизонтальный сварочный шов получается прочным только тогда, когда применяется необходимая сила тока. Тут работает формула: чем выше значение силы тока, тем глубина прогрева будет получаться шире. Электроды смогут двигаться гораздо быстрее.
Хотите, чтобы шов получился ровным? При сварке следите за скоростью движения электродов и значениями тока.
Стоит учитывать показатель мощности арки во время движения электрода на определенной скорости. Если перемещение электрода будет довольно быстрым, а мощность небольшой, тогда металл не нагреется сполна.
В итоге соединение получится неровным и с явными изъянами.
Работаете на маленькой скорости? Рискуете, что изделие нагреется до высокой температуры. Дефектов при этом не избежать. Они будут явными по линии сварки металла.
Когда вы работаете с деталью маленькой толщины, тогда не берите в работу мощную арку. Она может прожечь металл, и конструкция будет некачественной.
Блок: 5/6 | Кол-во символов: 953
Источник: https://prosvarku.info/tehnika-svarki/svarka-gorizontalnyh-shvov
Правила работы
Как и другие виды сварочных работ, горизонтальные швы нужно производить с внимательностью. Вы не должны забывать о правилах техники безопасности, чтобы оградить себя от травм.
Выберите специальную одежду, которая изготовлена из огнеупорных материалов. Обувь возьмите прочную, а голову покройте грубой каской. Не забывайте и о защите рук: на них всегда должны быть рабочие перчатки.
Защитная маска на лице – ещё один атрибут сварщика. Перед началом всех работ проверяйте свой аппарат на исправность и корректность. Кабели должны быть изолированы и отвечать всем техническим требованиям.
Блок: 6/6 | Кол-во символов: 601
Источник: https://prosvarku.info/tehnika-svarki/svarka-gorizontalnyh-shvov
Параметры тока и перемещение электрода
Значение силы тока и скорость перемещения электрода – значимые факторы, оказывающие влияние на качество шва. Сварка большими токами сопровождается прогревом металла до большой глубины, что позволяет наращивать скорость перемещения электрода. При условии оптимального соотношения тока и скорости движения электрода получают ровный качественный шов.
Таблица соответствия тока, электрода, толщины металла
| Сила тока, А | Диаметр электрода, мм | Толщина металла, мм |
| 35-50 | 1,6 | 1-2 |
| 45-80 | 2 | 2-3 |
| 2,5 | 3-4 | |
| 3 | 4-5 | |
| 4 | 5-6 |
Перемещая электрод с определенной скоростью, следует учитывать величину мощности дуги. Чрезмерно быстрая подача электрода при малой мощности не сможет обеспечить достаточной температуры прогрева.
Как результат – не удастся проварить металл до нужной глубины. Шов просто «ляжет» на поверхности, едва «прихватив» границы кромок.
Прожженный металл в точке недопустимо медленного продвижения электрода. Часто встречающийся дефект на сварке тонкостенных металлов дугой повышенной мощности
Напротив, в условиях чрезмерно медленного продвижения электрода создастся атмосфера перегрева, что грозит деформацией металла на линии сваривания. Если металлические элементы имеют тонкую структуру, мощная дуга попросту прожжёт металл.
Успешно попрактиковаться на поприще начинающего сварщика и отточить навыки выполнения швов можно при изготовлении печки на отработке, основой корпуса которой является металлическая труба. Рекомендуем ознакомиться с полезной информацией.
Блок: 7/9 | Кол-во символов: 1495
Источник: https://sovet-ingenera.com/santeh/svarka/kak-varit-vertikalnyj-i-gorizontalnyj-shvy-elektrosvarkoj.html
Итог
Установка разнообразных металлоконструкций требует использования различных сварочных швов. От правильности их выбора зависит качество и долговечность изделий.
Опытные сварщики без труда могут определить, какой вариант соединения будет оптимальным в каждом конкретном случае. Однако новичкам сделать это будет значительно тяжелее, поэтому им обязательно следует ознакомиться с особенностями каждого вида соединения.
Блок: 7/7 | Кол-во символов: 419
Источник: https://tutsvarka.ru/vidy/svarka-vertikalnyh-shvov
Инструкция для начинающего сварщика
Сварочные работы допустимо выполнять только при условии применения соответствующей экипировки.
Стандартный комплект содержит:
- Куртку, брюки, перчатки, обувь из несгораемых прочных крепких материалов.
- Головной убор, полностью закрывающий заднюю часть головы.
- Специальную защитную маску для лица и глаз.
Для производства сварки следует применять исправный аппарат, электрическая часть которого закрыта надёжным корпусом. Входящие в состав аппарата электрические кабели должны иметь целую изоляцию и соответствовать электрическим характеристикам прибора.
Место сварщика необходимо оснастить рабочим столом, источниками света, шиной заземления, средствами защиты от поражения электрическим током и противопожарными средствами.
И еще перед началом работ надо скрупулезно проштудировать правила электросварки, рассмотреть и изучить методы и варианты выполнения соединений.
Блок: 8/9 | Кол-во символов: 894
Источник: https://sovet-ingenera.com/santeh/svarka/kak-varit-vertikalnyj-i-gorizontalnyj-shvy-elektrosvarkoj.html
Выводы и полезное видео по теме
Предлагаем посмотреть видеопрактикум сварки: как варят горизонтальный и вертикальный швы:
Необязательно иметь квалификацию профессионального сварщика, но владеть техникой сварки желательно. Благодаря имеющимся навыкам сварного дела, у человека появляется больше возможностей для реализации различных бытовых проектов.
При желании изучить технологию можно всегда, а практический опыт поможет овладеть техникой производства работ на высоком уровне.
Хотите рассказать о собственном опыте в выполнении сварных швов? Знаете тонкости процесса, не приведенные в статье? Пишите, пожалуйста, в расположенном ниже блоке.
Блок: 9/9 | Кол-во символов: 639
Источник: https://sovet-ingenera.com/santeh/svarka/kak-varit-vertikalnyj-i-gorizontalnyj-shvy-elektrosvarkoj.html
Кол-во блоков: 15 | Общее кол-во символов: 17043
Количество использованных доноров: 7
Информация по каждому донору:
- http://stalevarim.ru/pub/svarka-gorizontalnyh-shvov/: использовано 2 блоков из 4, кол-во символов 2306 (14%)
- https://prosvarku.info/tehnika-svarki/svarka-gorizontalnyh-shvov: использовано 4 блоков из 6, кол-во символов 3479 (20%)
- https://taina-svarki.ru/sposoby-svarki/svarka-vertikalnyh-gorizontalnyh-i-potolochnyh-shvov.php: использовано 1 блоков из 5, кол-во символов 1052 (6%)
- https://sovet-ingenera.com/santeh/svarka/kak-varit-vertikalnyj-i-gorizontalnyj-shvy-elektrosvarkoj.html: использовано 3 блоков из 9, кол-во символов 3028 (18%)
- https://tutsvarka.ru/vidy/svarka-vertikalnyh-shvov: использовано 3 блоков из 7, кол-во символов 3688 (22%)
- https://svarkaipayka.ru/tehnologia/drugoe/svarka-gorizontalnyih-shvov.html: использовано 1 блоков из 3, кол-во символов 3245 (19%)
- https://steelguide.ru/svarka/svarka-konstrukcij/cvarka-v-gorizontalnom-i-vertikalnom-polozhenii-shva.html: использовано 1 блоков из 3, кол-во символов 245 (1%)
|
Оцените статью: |
Как правильно варить электродом тонкий металл?
Варка тонкого металла электродом требует некоторого опыта и мастерства, чтобы не повредить его при работе. Вот несколько советов:
-
Выберите подходящий электрод для тонкого металла. Для тонкого металла лучше использовать тонкие электроды, такие как электроды типа «ручка-ручка».
-
Подготовьте металл. Очистите металл от ржавчины, масел и грязи. Также убедитесь, что края металла нарезаны чисто и ровно.
-
Настройте сварочный аппарат. Настройте ампераж и скорость подачи проволоки на сварочном аппарате в соответствии с толщиной металла.
-
Варите медленно и аккуратно. Двигайтесь медленно, чтобы избежать перегрева металла. Не держите электрод на металле слишком долго, чтобы избежать перегрева.
-
Используйте технику точечной сварки. Вместо того, чтобы провести длинный шов, воспользуйтесь техникой точечной сварки, при которой сварочный шов состоит из нескольких точек.
-
Используйте защиту. Используйте специальные очки, перчатки и маску для защиты от сварочных искр и ультрафиолетового излучения.
Помните, что варка тонкого металла электродом требует некоторой практики и опыта. Если у вас нет опыта, лучше обратиться к профессионалам.