Главная » Электропроводка » Провода и кабеля » Технология лужения проводов
Ранее мы обсуждали, как провести соединение проводов дома своими руками. Но если ваша цель — создать надежную электропроводку в жилом помещении, то необходимо уделить внимание процессу лужения медных проводов и кабелей. Если интересует тема «как провести лужение провода», можно изучить соответствующие методы и техники выполнения этой операции.
Почему лужение проводов так важно

Также лужение используют во время пайки, например, при подключении светодиодных лент к блоку питания. Если жилы осветительного прибора предварительно не облудить, с течением времени все проводки отвалятся.
Облуживание провода с помощью паяльника

Существуют разные модели паяльников, каждые обладают своими техническими характеристиками – мощность, габариты и т.д. Начинающему мастеру рекомендуется отдавать предпочтение паяльным станциям, где есть возможность регулировать температуру нагревания самостоятельно.
Целесообразно приобрести дорогостоящее устройство, поскольку процесс будет отнимать меньше времени, и работа будет выполняться в радость.
Необходимые инструменты
- к числу расходных материалов относится припой и флюс;
- острый нож;
- станция для паяния или паяльник;
- технический или медицинский пинцет;
- обыкновенные плоскогубцы.
Можно использовать не хорошо заточенный нож, а специальные клещи, позволяющие удалить весь изоляционный слой несколькими движениями. Но стоимость их достаточно высока, поэтому многие используют нож или скальпель.
В каждом случае требуется определенный припой и флюсовый состав для кабелей, это нужно учитывать.
Материалы и инструменты, чтобы лудить провода
Для того чтобы лудить провода вам понадобятся специальные вещества, слесарный и электрический инструмент. Их желательно заготовить заранее, чтобы вам не пришлось отвлекаться от работы и переделывать определенные этапы по-новому.
Сюда относятся:
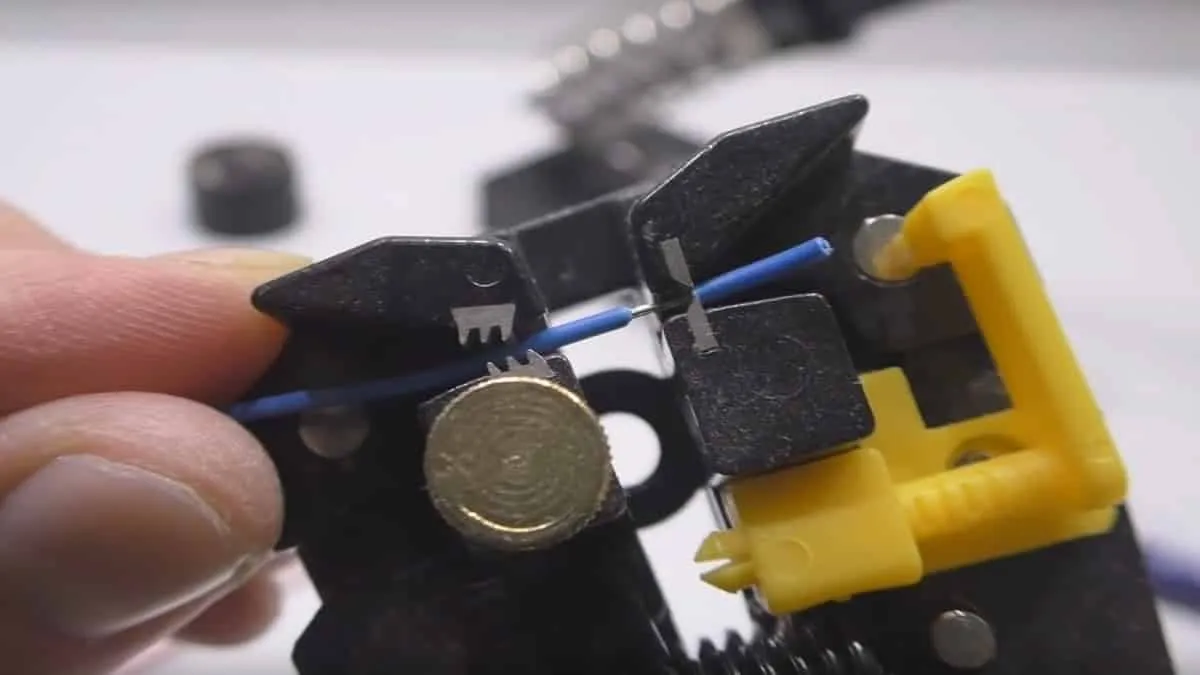
- Инструмент для снятия изоляции – необходим для удаления диэлектрика с токоведущих частей, позволяет очистить с поверхности проводов полимерный, тканевый или лаковый состав. Можно использовать специализированные приспособления, но их приобретение выльется в приличную сумму, поэтому начинающие радиолюбители и мастера пользуются острым ножом или скальпелем, чтобы зачищать жилы.
- Приспособления для удержания и манипуляций с проводами – пассатижи, кусачки, пинцет и прочие. Позволяют перекусить токоведущие жилы, удерживать их под воздействием высоких температур, гнуть, подносить к паяльнику, чтобы лудить и т.д.
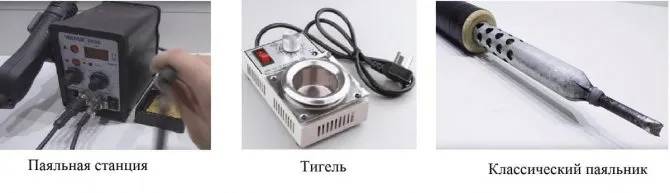
- Приборы для разогрева припоя – в зависимости от метода пайки выделяют устройства локального и общего воздействия. Первые из них представлены паяльниками и станциями, которые позволяют лудить провод в определенной точке. Они подходят, чтобы лудить провода малого и среднего сечения локально. Вторые представлены тигелями и печами, которые наполняются лудильной смесью для погружения металлических жил или мест пайки, они позволяют выполнять большие объемы работы и лудить провода большого сечения или целые детали.
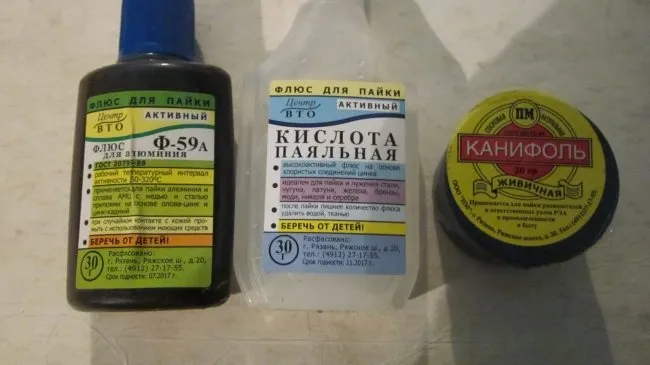
- Флюсы и припои – являются расходными материалами, используются для покрытия проводов, при пайке скруток и т.д. Флюсы наносятся перед тем, как лудить провода, чтобы очистить поверхность и сделать ее более восприимчивой. И те и другие представлены широким ассортиментом, припои отличаются по химическому составу, тугоплавкости и электротехническим свойствам. Одни из них предназначены для медных проводников, другие только для алюминиевых проводников. Флюсы также имеют большой ассортимент, в быту чаще всего используют канифоль и паяльную кислоту, реже применяют подручные средства.
Перечень необходимых материалов и инструментов подбирается непосредственно перед тем, как лудить провода исходя из конкретных задач и особенностей обрабатываемой детали. А о назначении, применении и типах наиболее распространенных припоев и флюсов вы можете узнать из таблиц ниже.
Таблица 1: Наиболее распространенные флюсы для пайки
| Наименование флюса | Состав % от общего объема | Область применения флюса | Способ приготовления флюса | Удаление остатков флюса |
| Канифольные не активные флюсы | ||||
| Канифоль светлая | Канифоль светлая — 100 | Пайка меди и ее сплавов легкоплавкими припоями | Готов к использованию | Спиртом или ацетоном, кистью |
| Спирто — канифольный | Канифоль — 20 Спирт — 80 | Пайка меди и ее сплавов легкоплавкими припоями в труднодоступных местах | Растворить в этиловом спирте порошок канифоли | |
| Глицерино — канифольный | Канифоль — 6 Глицерин -14 Спирт — 80 | Герметичная пайка меди и ее сплавов легкоплавкими припоями в труднодоступных местах | Растворить в этиловом спирте порошок канифоли, затем добавить глицерин | |
| Канифольные активные флюсы | ||||
| Канифольный хлористо-цинковый | Канифоль — 24 Хлористый цинк — 1 Спирт — 75 | Пайка цветных и драгоценных металлов, ответственных деталей из чёрных металлов | Растворить в этиловом спирте смешанные порошки канифоли и хлористого цинка | Ацетоном, кистью |
| Канифольный хлористо-цинковый (флюс паста) | Канифоль — 16 Хлористый цинк — 4 Вазелин — 80 | Пайка повышенной прочности цветных и драгоценных металлов, ответственных деталей из чёрных металлов | Смешать порошки канифоли и хлористого цинка с техническим вазелином | |
| Кислотные активные флюсы. | ||||
| Хлористо-цинковый | Хлористый цинк — 25 Соляная кислота — 1 Вода — 75 | Пайка деталей из чёрных и цветных металлов | Кислоту медленно вливают в посуду до ¾ ее высоты с кусочками цинка, когда перестанут выделения пузырьки водорода, флюс готов | Промывка водой или раствором питьевой соды в воде, кистью |
| Канифоль — 16 Хлористый цинк — 4 Вазелин — 80 | Флюс паста. Пайка повышенной прочности цветных и драгоценных металлов, ответственных деталей из чёрных металлов | Смешать порошки канифоли и хлористого цинка с техническим вазелином | ||
| Канифоль — 24 Хлористый цинк — 1 Спирт — 75 | Пайка цветных и драгоценных металлов, ответственных деталей из чёрных металлов | Растворить в этиловом спирте смешанные порошки канифоли и хлористого цинка | ||
| ФИМ | Ортофосфорная кислота (плотность 1,7) — 16 Спирит этиловый — 1,6 Вода — остальное | Пайка меди, серебра, константана, платины, нержавеющей стали, черных и других металлов | Кислоту медленно вливают в посуду и затем добавляют спирт | Промывка водой, кистью |
Таблица 2: Наиболее популярные припои для пайки паяльником
| Марка припоя | Состав % от общей массы | Температура плавления ˚С | Прочность при растяжении кг/мм | Область применения |
| Сплав Вуда | Олово — 12,5 Свинец — 25 Висмут — 50 Кадмий — 12,5 | 68,5 | – | Для пайки и лужения деталей, чувствительных к перегреву, для изготовления предохранителей, токсичен |
| Сплав д Арсе | Олово — 6,9 Свинец — 45,1 Висмут — 45,3 | 79 | – | Для пайки и лужения деталей, чувствительных к перегреву, для изготовления предохранителей |
| ПОСВ-50 Сплав Розе | Олово — 25 Свинец — 25 Висмут — 50 | 94 | – | Для пайки и лужения деталей, чувствительных к перегреву |
| ПОСВ-33 | Олово — 33,4 Свинец — 33,3 Висмут — 33,3 | 130 | – | Для пайки деталей из меди, латуни, константана с герметичным швом |
| ПОС-61 (третник) | Олово — 61 Свинец — 39 | 190 | 4,3 | Для пайки и лужения токоведущих частей из меди, латуни и бронзы с герметичным швом |
| ПОС-61М | Олово — 61 Свинец — 37 Медь — 2 | 192 | 4,5 | Для лужения и пайки тонких медных проводов и печатных проводников |
| ПОС-90 | Олово — 90 Свинец — 10 | 220 | 4,9 | Для лужения и пайки посуды для пищи и медицинских инструментов |
| ПОС-40 | Олово — 40 Свинец — 60 | 238 | 3,8 | Для лужения и пайки контактных поверхностей в радиоаппаратуре и деталей из оцинкованной стали |
| ПОС-30 | Олово — 30 Свинец — 70 | 266 | 3,2 | Для лужения и пайки деталей из меди, ее сплавов и стали |
| ПОС-10 | Олово — 10 Свинец — 90 | 299 | 3,2 | Для лужения и пайки контактных поверхностей в радиоаппаратуре |
| Авиа — 1 | Олово — 55 Цинк — 25 Кадмий — 20 | 200 | – | Для пайки тонкостенных деталей из алюминия и его сплавов, токсичен |
| Авиа — 2 | Олово — 40 Цинк — 25 Кадмий — 20 Алюминий — 15 | 250 | – | Для пайки тонкостенных деталей из алюминия и его сплавов, токсичен |
Порядок действий

- С помощью специального инструмента, ножа или скальпеля удалить изоляционный слой с проводов, которые потребуется соединить.
- После удаления изоляционного материала токопроводящие жилы зачистить до образования характерного блеска. Для этого можно использовать нож или наждачную бумагу. Если работа предстоит не с литой жилой, а многожильным проводом, каждый проводок распушается и зачищается по отдельности.
- В розетку включается паяльник и очищается от всех загрязнений, которые он любит собирать, особенно старого припоя и пыли. Во время очищения жилы паяльника рекомендуется использовать небольшую наждачную бумагу.
- Требуется разогреть кончик провода. Это можно сделать с помощью паяльника, газовой горелки или обычной зажигалки.
- Когда паяльник разогрелся до рабочей температуры, его жилой прикасаются к припою и канифоли. Рабочая поверхность обильно должна быть покрыта растопленным оловом.
- Следующий этап – горячим паяльником касаться медного проводника. Припой должен равномерно распределяться по жиле. Чтобы нанести припой, используются пассатижи и пинцеты.
- По окончании работ внимательно осматривается кабель или провод. Рабочая поверхность должна быть полностью и равномерно покрыта припоем. Пустые полости или скопления вещества должны отсутствовать. Если обнаружены недочеты в работе, к процедуре приступают повторно.
Если работа предстоит с совсем тонкими проводами, канифоль лучше не использовать, поскольку рассчитать точное количество вещества очень сложно. В качестве аналога подойдет паяльная кислота. Обработать кончик проводника можно обыкновенной кисточкой. После этого можно приступать к нанесению припоя. Этот способ нельзя назвать более надежным, но с такими видами проводков иначе нельзя.
Подготовка паяльника к работе
В быту используются «обычные» электрические паяльники. Есть, работающие от 220 В, есть — от 380 В, есть — от 12 В. Последние отличаются небольшой мощностью. Используются, в основном, на предприятиях в помещениях с повышенной опасностью. Можно их применять и в бытовых целях, но нагрев их происходит медленно, да и мощность маловата…

Выбрать надо тот, Который удобно «лежит» в руке
Выбор мощности
Мощность паяльника выбирается в зависимости от характера работы:
- Для работы с электронными элементами — 40-60 Вт.
- С толщиной спаиваемых деталей до 1 мм — 80-100 Вт.
- Толстостенные элементы — со стенкой 2 мм — требуют мощности от 100 Вт и выше.

Паяльники бывают разной мощности, работают от разного напряжения
В домашнем хозяйстве достаточно иметь два паяльника — один маломощный — 40-60 Вт, и один «средний» — около 100 Вт. С их помощью можно будет покрыть около 85-95% потребностей. А пайку толстостенных деталей все равно лучше доверить профессионалу — тут нужен специфический опыт.
Подготовка к работе
Когда паяльник включается в сеть первый раз, часто он начинает дымить. Это выгорают смазочные материалы, которые были использованы в процессе производства. Когда дым перестает выделяться, паяльник выключают, ждут пока он остынет. Дальше надо заточить жало.

Сначала надо выжечь смазку
Заточка жала
Далее надо подготовить к работе жало. Это цилиндрический стержень, сделанный из медного сплава. Фиксируется при помощи прижимного винта, который находится в самом конце термокамеры. В более дорогих моделях жало может быть слегка заточено, но, в основном, заточки нет.

Как подготовить паяльник к работе
Изменять будем самый кончик жала. Использовать можно молоток (сплющивать медь как вам нужно), напильник или наждак (просто стачивать ненужное). Форму жала выбирают в зависимости от предполагаемого типа работ. Его можно:
- Сплющить в виде лопатки (как у отвертки) или сделать плоской с одной стороны (угловая заточка). Этот тип заточки нужен, если паяться будут массивные детали. Такая заточка увеличивает плоскость соприкосновения, улучшает передачу тепла.
- Сточить край жала в острый конус (пирамидку) можно, если предполагается работа с мелкими деталями (тонкие провода, электродетали). Так проще контролировать степень нагрева.
- Тот же конус, но не такой острый подойдет для работы с проводниками большего диаметра.
Более универсальным считается заточка «лопаткой». Если ее сформировать при помощи молотка, медь уплотняется, корректировать наконечник надо будет реже. Ширину «лопатки» можно делать больше или меньше, подрабатывая ее по сторонам напильником или наждаком. С этим типом заточки работать можно с тонкими и средними паяемыми деталями (поворачивать жало в нужное положение).
Лужение паяльника
Если жало паяльника не имеет защитного покрытия, его необходимо залудить — покрыть тонким слоем олова. Это защитит его от коррозии и быстрого износа. Делают это при первом же включении инструмента, когда дым перестал выделяться.
Первый способ лужения жала паяльника:
- довести до рабочей температуры;
- прикоснуться к канифоли;
- расплавить припой и растереть его вдоль всего жала (можно деревянной щепкой).
Второй способ. Смочить тряпку раствором хлористого цинка, нагретое жало потереть о тряпку. Расплавить припой и куском поваренной каменной соли растереть его по всей поверхности жала. В любом случае медь должна покрыться тонким слоем олова.
Способы обработки проводов

При нагревании из дерева выделяются газы, которые исполняют роль флюса, способствуя удалению оксидов на металле.
Более качественно удалять оксидную пленку на поверхности токопроводящих жил удается при помощи аспирина. Во время работы таблетку подкладывают под провода. При нагревании из ацетилсалициловой кислоты выделяются газы, обволакивающие место соединения, вытесняя из них примеси, отрицательно сказывающиеся на качестве соединения. Этот простой и бюджетный в реализации способ обеспечивает качественное лужение.
Существует еще один способ подготовки многожильных кабелей и проводов, у которых медная основа покрыта эмалью. В качестве подложки предпочтительнее применять небольшой кусок ПВХ материала. При термическом воздействии поливинилхлорид начинает активно выделять хлороводород, который эффективно разрушает оксидный слой.
Правила безопасности труда при лужении
Основные правила безопасного проведения лужения металла:
- К работам допускаются совершеннолетние лица, обученные и прошедшие инструктаж по безопасности.
- В ходе работ могут возникнуть такие вредные и опасные факторы, как выделение паров, разбрызгивание флюсов и припоев, повышенная температура, может повыситься взрыво- и пожароопасность среды. Поэтому работники обеспечиваются респираторами, спецодеждой, защитными очками.
- В помещениях необходима общеобменная и местная вентиляция. Освещенность должна соответствовать категории выполняемых работ.
- Выполнение работ разрешается только при наличии исправного инструмента и оснастки, а также качественных материалов.
При лужении в домашних условиях обязательно выполнять такие требования:
- Не вдыхать пары нашатыря и кислот. При возможности использовать респиратор.
- Избегать попадания кислот на одежду и кожу.
- Работать в защитных перчатках.
- Для работы с нагретыми элементами пользоваться клещами.
Таким образом, лужение – доступный способ защитить металлические изделия от коррозии или подготовить их к пайке. Несмотря на затратность и трудоемкость, выполнение операций лужения доступно в домашних условиях.
Лужение посредством окунания
Существует специальное устройство – тигель, в который помещаются небольшие кусочки олова. Там они разогреваются, в результате получается, расплав металла. Конец провода предварительно погружают в канифоль или другие марки флюса, а далее в емкость тигля. Такой подход обеспечивает полное и равномерное распределение веществ на месте среза.
Использовать этот метод можно лишь с полностью лужеными проводами. Погружение уже имеет совершенно иные масштабы, и проводится в промышленных условиях. Реализуется процесс с помощью специальной катушки с намотанным проводом. Сначала всю медную поверхность вручную обрабатывают жесткими щетками, предварительно их щетину обрабатывают хлористым цинком в жидком виде. Растворенный флюс получают из смеси технической соляной кислоты и цинка.
Далее проволоку из мотка начинают медленно раскручивать и окунают в емкость, заполненную растворенным оловом. Равномерность покрытия обеспечивается вторичной обработкой кабеля или провода большого диаметра резиновыми щетками. В завершение кабель погружают в емкость с холодной водой и вновь обрабатывают щетками. После этого провода и кабели сматывают и упаковывают для дальнейшей реализации в строительных магазинах.
Методы лужения
Технология лужения реализовывается путем плавления припоя, смачивания поверхности припоем и его дальнейшей кристаллизации на поверхности. Согласно ГОСТ 17325-79 под припоем следует понимать материал с более низкой температурой плавления по сравнению материалом, из которого сделана деталь. Лужение меди, алюминия и стали осуществляется оловом. Для справки в таблице приведены температуры плавления этих металлов.
| Металл | Температура плавления, градусы Цельсия |
| Олово | 232 |
| Алюминий | 660 |
| Медь | 1085 |
| Сталь |
Существуют два вида лужения:
- Гальваническое. Этим методом в производственных условиях лудятся изделия различной формы и размера. При наличии специального оборудования можно лудить радио- и электротехнические детали в домашних условиях.Гальваническое лужение выполняется в электролите:
щелочном;
- кислом.
- Горячее. Самый древний метод нанесения полуды. Применяется для крупных деталей простой формы или проводов и кабелей при их подготовке к пайке. Виды горячего лужения:
лужение методом натирания;
- лужение методом погружения.
Скачать ГОСТ 17325-79
Гальваническая технология
Процесс базируется на использовании электрического тока и протекании электрохимических реакций. Лужение происходит методом погружения деталей в ванну со щелочным или кислым электролитом.
Основные достоинства гальванического нанесения полуды:
- обеспечение прочного сцепления полуды с металлической поверхностью;
- равномерность наносимого слоя;
- возможность контроля толщины покрытия, в том числе на изделиях сложной формы;
- получение слоя с низкой пористостью;
- экономное расходование полуды и припоя.
Основной недостаток заключается в высокой стоимости, обусловленной потреблением электрического тока. Этот процесс требует специального оборудования и высокой квалификации исполнителя. Лужение с использованием электролита связано со сложностью приготовления раствора. В ходе процесса должен вестись постоянный контроль концентрации щелочи или кислоты в электролите, а также состояния анодов и поверхности ванны.

При выполнении отдельных работ в радио- и электротехнике возникает необходимость лудить перед пайкой медные поверхности плат. Наиболее простой способ – химическое лужение.
Это гальваническая технология. Суть ее заключается в том, что в ходе протекания электрохимической реакции, ионы меди на поверхности замещаются ионами олова из оловосодержащего раствора. Чтобы осуществить такое лужение в домашних условиях понадобится паяльная ванна для лужения (лудилка). Ванны доступные по цене, компактные (диаметром около 80 мм, глубиной 35-40 мм), мощностью 150-300 Вт. Их можно применять для подготовки к пайке медных плат путем их погружения в припой, для нанесения полуды на электронные компоненты, для демонтажа радиоэлектронных элементов.
Раствор при гальванической обработке
Для лужения применяется два вида электролитов:
- кислые, содержат олово в форме Sn2+ ;
- щелочные, олово содержится в виде аниона SnO8 2- .
Из-за того, что в этих электролитах олово имеет разную валентность, отличаются скорости его осаждения. В щелочном электролите олово осаждается в два раза медленнее, чем в кислом.
Из кислых электролитов наибольшее распространение получили:
- хлоридный;
- борфтористоводородный;
- сульфатный.
В кислых электролитах должны присутствовать поверхностно-активные вещества (ПАВ). Это могут быть клей, фенол или желатин. Если ПАВ не добавлять, то олово на катоде будет выделяться в виде кристаллов и не образует сплошной слой. Также в них должно быть достаточно свободной кислоты, чтобы подавлять гидролиз солей олова. В противном случае возникнут основные соли олова или труднорастворимые гидраты. Дополнительно для повышения электропроводности в состав раствора надо вводить проводящие соли (например, в сернокислом электролите — это сульфат натрия). Если учесть все эти требования, то можно повысить рассеивающие способности кислого электролита.
Щелочные электролиты имеют лучшую рассеивающую способность. Их целесообразно использовать для лужения некрупных деталей и деталей сложной формы.

Способов приготовления щелочных растворов много. Простым в приготовлении считается электролит, полученный из соли станната натрия. Он не содержит хлор-ионов, что снижает опасность корродирования стальных стенок лудильной ванны. Если при работе ванн возникают неполадки, то их легко устранить корректировкой свойств электролита.
Достоинства и недостатки электролитов приведены в таблице.
| Электролит | Преимущества | Недостатки |
| Кислый | · большой выход металла по току; · низкая стоимость; · безопасность. |
· слабая рассеивающая способность; · использование для лужения деталей простой формы; · необходимость введения в электролит дополнительных веществ для получения качественного покрытия. |
| Щелочной | · использование для лужения изделий любой формы; · высокая рассеивающая способность; · получение плотного не пористого мелкокристаллического покрытия; · процесс можно проводить в ваннах без особой футеровки. |
· низкий выход металла по току; · невысокая плотность тока; · необходимость дополнительного оборудования для подогрева и вентиляции. |
Раствор для химического лужения меди называют «жидкое олово». Его готовят таким образом. В 1 л дистиллированной воды добавляется 20 г хлористого олова, 40 г концентрированной Н2SO4, потом для снижения мутности 80 г тиомочевины. Для предотвращения образования кристаллов олова на поверхности, дополнительно в 200 мл воды растворяют 5 г вещества ОС-20. Затем растворы смешивают. Дают выстояться около трех часов. Потом в раствор погружают подготовленное и очищенное медное изделие, например, плату. После того, как на поверхности появится блестящий слой олова, раствор сливают.
Часто применяют метод кислотной пайки медных или алюминиевых проводов разного сечения. При этом в качестве флюса используется паяльная кислота. Благодаря ей создается надежное соединение металла и припоя, снимаются с поверхности изделий налеты и окислы. Самая распространенная кислота – водный раствор хлорида цинка.

При необходимости заменить паяльную кислоту можно:
- аспирином, растворенным в воде (1 таблетка на стакан воды);
- концентрированной уксусной или лимонной кислотой;
- концентрированной соляной кислотой (не подходит для пайки тонких деталей, так как может их повредить);
- паяльным жиром;
- ортофосфорной кислотой.
Горячее лужение
Горячее лужение может осуществляться одним из двух способов.
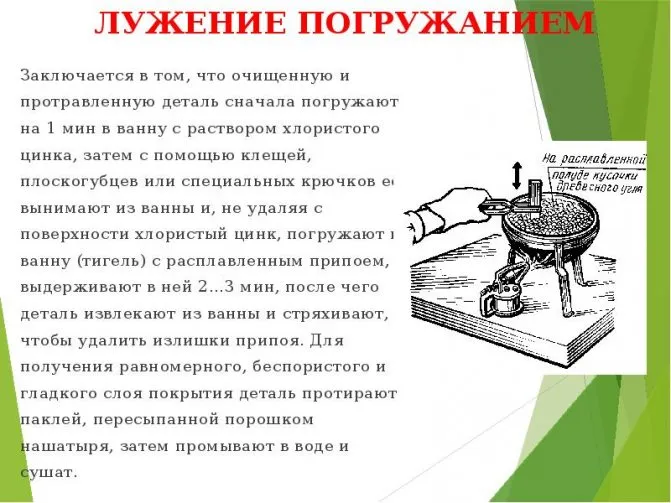
- Лужение погружением. Процесс лужения следующий:
- подготовить деталь;
-
погрузить ее в емкость с раствором хлористого цинка;
- клещами вынуть деталь из емкости;
- не удаляя с поверхности слой хлористого цинка, переместить в ванну с расплавом олова;
- выдержать деталь в ванне пока она не прогреется до 270-300 градусов;
- вынуть изделие из лудильной ванны, встряхиванием удалить лишнюю полуду;
- дать остыть;
- для удаления хлористого цинка промыть деталь в растворе извести или в воде;
- просушить в опилках.
- Лужение натиранием. Провода и небольшие детали можно лудить с помощью паяльника. Последовательность действий:
- покрыть поверхность флюсом;
-
перенести на поверхность немного припоя;
- прогреть поверхность паяльником;
- передвигая паяльник в разных направлениях выровнять толщину слоя полуды.
Для равномерного нагрева поверхности паяльник надо держать так, чтобы он прилегал к ней и концом, и рабочей боковой гранью.
Если нанести полуду требуется на крупные детали простой формы, то можно использовать другой метод:
- предварительно подготовить изделие (очистить поверхность, промыть, протравить);
- нанести на поверхность хлористый цинк, прогреть его паяльной лампой до закипания;
- после закипания посыпать поверхность припоем, дождаться его расплавления;
- насыпать на поверхность порошковый нашатырь;
- растереть жидкое олово по поверхности с помощью щетки или холщовой ветоши, удаляя при этом излишнюю полуду;
- дать детали остыть;
- протереть влажным песком, после промыть водой, высушить.

В случае некачественной подготовки поверхности изделия, толщина слоя олова может различаться, в некоторых местах слой может не припаяться. Тогда это место следует зачистить напильником, подогреть и повторить лужение.
Что нужно для лужения проводов?
Для лужения проводов необходимо иметь следующие инструменты и материалы:
-
Кусачки или плоскогубцы для разделения проводов.
-
Отвертка для зажима проводов в зажимной клемме.
-
Специальный прибор для лужения проводов — паяльник.
-
Флюс, который используется для улучшения качества пайки.
-
Провода, которые вы собираетесь лужить.
-
Паяльная проволока, которая используется для создания лужи.
Процесс лужения проводов включает следующие шаги:
-
Отрежьте нужный кусок провода и удалите изоляцию, чтобы получить обнаженный конец провода.
-
Примените небольшое количество флюса к обнаженной части провода.
-
Проведите паяльную проволоку вокруг обнаженного провода, чтобы создать лужу.
-
При помощи паяльника нагрейте лужу до определенной температуры, чтобы паяльная проволока расплавилась и слилась с обнаженным проводом.
-
После того как лужа остынет, убедитесь, что она крепко держит провод.
-
При помощи кусачек или плоскогубцев обрежьте избыточную паяльную проволоку и обезопасьте конец провода, чтобы избежать короткого замыкания.
Важно понимать, что лужение проводов может быть опасным процессом, поэтому важно следовать инструкциям и рекомендациям производителя при использовании паяльника и других инструментов.