Множество домашних мастерских оборудованы сложным электроинструментом высокого уровня профессионализма, что впечатляет. Однако не все возможности, предоставленные паспортом оборудования, находят применение. Например, настройка полуавтоматической сварки для металла различных сечений, перенастройка на работу с алюминием или нержавеющей сталью требует более детальной информации, нежели просто инструкция. Если вас интересует настройка полуавтомата для сварки тонкого металла, следующие рекомендации могут быть полезными.

Внешнее влияние на настройки
Изменение пространственного положения шва, усиление катета, толщины, конфигурации стыков одного металла потребуют разных настроек. Основные настройки полуавтомата (ПА):
- Напряжение дуги, регулировка отражается на изменении величины тока.
- Ток – подача проволоки, увеличение скорости подачи проволоки отзывается пропорциональным ростом величины тока и наоборот.
- Расход газа задаётся с опорой на основные параметры, регулируется оценкой качества шва при исключении порообразования.
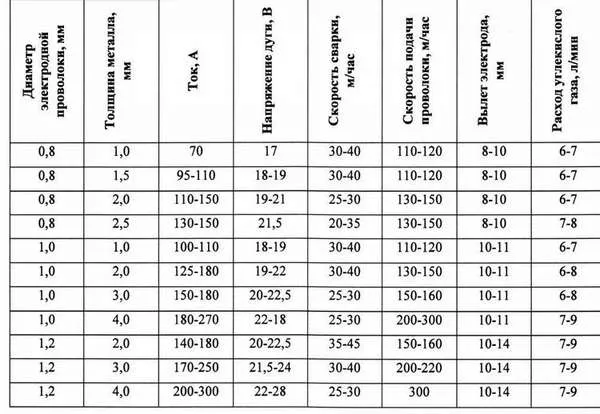
 Первичная настройка параметров сварки проводится по усреднённым табличным значениям.
Первичная настройка параметров сварки проводится по усреднённым табличным значениям.
Далее по результатам тестового прохода режимы электродуговой сварки в среде защитных газов подвергаются корректировке.
 Для опытного практика даже звучание зажжённой дуги информативно. Придётся с приобретением полуавтомата привыкать к его особенностям, необходимости подстраивать под изменения:
Для опытного практика даже звучание зажжённой дуги информативно. Придётся с приобретением полуавтомата привыкать к его особенностям, необходимости подстраивать под изменения:
- Комплектация и сборка ПА с равноценными характеристиками отличаются начинкой, различие в настройке встречаются у одного производителя.
- Перепады напряжения сбивают настройки, трансформаторный ПА отключится, а инвертор может сгореть.
- Изменение состава защитного газа.
- Смена марки и диаметра проволоки.
- Повлияет даже незначительный ремонт или замена комплектующих.
Газозащита
Газопоток также относится к расчётным табличным величинам. Напрямую на настройку сварочного полуавтомата не влияет. Контроль упрощается, если редуктор оснащён 2 шкалами. Регистрация величины редуцированного потока воспринимается объективнее с установкой ротаметра.
 Расходомер ротаметрический показывает подачу углекислоты (аргона) рабочего давления в постоянных величинах. Показание статического давление снизится, когда сработает курок горелки, создастся защитное облако. Начальный диапазон для ротаметра 6–10 л/мин, для редуктора с манометрами – 1–2 атм.
Расходомер ротаметрический показывает подачу углекислоты (аргона) рабочего давления в постоянных величинах. Показание статического давление снизится, когда сработает курок горелки, создастся защитное облако. Начальный диапазон для ротаметра 6–10 л/мин, для редуктора с манометрами – 1–2 атм.
Экономный расход подбирается по пористости шва: газопоток увеличивается, пока не исчезнут поры. В помещении с принудительной вытяжкой и на ветру в целях экономии предпочтительно воспользоваться порошковой самозащитной проволокой.
Подбор газовой смеси
Выбор смеси определяют требования качества исполнения и свойства материала:
- СО2 – идеальное предохранение сварочной ванны конструкционных сталей, глубокий проплав, но разбрызгивание и грубоватость шва для тонких работ не подходят.
- Смесь аргона и углекислого газа С25 (75% Ar, 25% CO2) – сочетание подходит для сварки тонколистовых конструкций, создаётся равномерный шов с минимумом брызг.
- Композиция из 98% Ar, 2% CO2 – для нержавеющих сталей.
- Для алюминия – аргон в чистом виде.
Настройка напряжения
Затраты мощности на горение дуги и плавление металла определяет настройка вольтажа. Энергозатраты возрастают с увеличением глубины провара (толщины материала) и диаметра проволоки.
 Настройки бытовых ПА ступенчатые. Огрубление режимами min/max или многорежимные, с мягкой подстройкой как расширенный диапазон регулировки сварочного напряжения полуавтомата Wester MIG-110i на 10 установок.
Настройки бытовых ПА ступенчатые. Огрубление режимами min/max или многорежимные, с мягкой подстройкой как расширенный диапазон регулировки сварочного напряжения полуавтомата Wester MIG-110i на 10 установок.
На внутренней стороне крышки кожуха находится таблица регламента установочных величин напряжения. Это главная подсказка производителя, печатается на модели, разнящиеся по мощности и техоснащению.
Итоговое решение, как настроить полуавтомат сварочный за оператором. Расплывчатые рекомендации не догма, основной критерий – глубина провара и прочность соединения.
Скорость подачи проволоки
Регулятор скорости подачи проволоки управляет силой тока. Величина подачи – одна из основных изменяемых характеристик. Устанавливается после выбора напряжения: скорость плавления определяет движение электрода в горелке.
Эта величина подлежит регулировке после смены марки и диаметра проволоки, изменения напряжения. Существуют ПА с автоматической подстройкой режима, но они в сегменте дорогостоящей аппаратуры.

Желательна тонкая настройка движения расходного материала для оптимизации корректировок. Излишнее ускорение приведёт к наплывам, замедление – к просадке, волнистости, разрывам шва. Баланс тока и напряжения, управляемого скоростью подачи, в сумме дают оптимальный валик.
Первый показатель несоответствия режима выявляется в действии – скорость подачи с зажжённой дугой снижается, но проволока не успевает плавиться, сгибается, липнет к заготовке, идёт активное разбрызгивание.
Недостаточность подачи – электрод инвертора сгорает до касания, забивается наконечник. Подбор режима скорость/ток под выставленное напряжение – первый шаг к профессионализму.
Скорости подачи проволоки в полуавтомате, таблица прямой зависимости влияния изменения настроек на конечный результат:

Полярность
Процедура изменения полярности проста. Под крышкой табличка с указанием, какой металл вид и проволоки требуют прямой или обратной полярности. Прямая – горелка подключается к клемме минус. При прямой полярности плавление проволоки ускоряется на 50%, но стабильность дуги падает.
 Сварка порошковой самозащитной проволокой ведётся при прямой полярности. Максимум энергии тепловыделения расходуется на защиту шва. Флюс прореагирует без остатка. Склонность к разбрызгиванию компенсируется безразличием к недоочистке рабочих зон, и порывам ветра. Издержки в виде брызг и корки шлака – неизбежное зло.
Сварка порошковой самозащитной проволокой ведётся при прямой полярности. Максимум энергии тепловыделения расходуется на защиту шва. Флюс прореагирует без остатка. Склонность к разбрызгиванию компенсируется безразличием к недоочистке рабочих зон, и порывам ветра. Издержки в виде брызг и корки шлака – неизбежное зло.
Цельная омеднённая в газовом облаке подсоединяется к положительной клемме. Подготовка материала к сварке связана с зачисткой проявлений коррозии, загрязнений стыков, разделки. Токопроводность возрастает с увеличением диаметра. Для заготовок большого сечения есть резон увеличить сечение проволоки.
 Невнимание к такой «мелочи» приводит к падению качества: избытку брызг, снижению глубины сварочной ванны (непровару). Управление и контроль качества горения дуги существенно затруднится.
Невнимание к такой «мелочи» приводит к падению качества: избытку брызг, снижению глубины сварочной ванны (непровару). Управление и контроль качества горения дуги существенно затруднится.
Вылет и выпуск проволоки
Длина вылета расходного электрода из контактной трубки (наконечника), величина рабочего зазора горелки влияют на качество неразъёмного соединения.
 Важно! Коробление, непровар, прожиг избыток брызг – причины несоразмерности диаметра проволоки и величины выхода из сопла.
Важно! Коробление, непровар, прожиг избыток брызг – причины несоразмерности диаметра проволоки и величины выхода из сопла.
Взаиморасположение наконечника горелки относительно сопла в отдельных конструкциях меняется. Они располагаются на одном уровне, контактная трубка утапливается или выдвигается относительно сопла до 3,2 мм.
На коротком вылете ведётся швообразование конструкционных низколегированных сталей – увеличение расстояния разрежает прикрытие защитным газом. Флюсовую проволоку искусственно удлиняют для увеличения температуры плавления.

Настройка дуги
Уже простые модели ПА имеют верньер управления величинами индуктивности. Настройка жёсткости меняет температуру дуги, глубину проплавления при заметной выпуклости шва. Чувствительность деталей к перегреву, тонкие стенки теперь не препятствуют сварке.
Снижение сжатия токового канала (рост индуктивности) поднимает температуру плавления, проплав глубокий, сварочная ванна разжижается. Валик шва уплощается. Управление глубиной провара, температурой дуги и ванны – качественно новый уровень настройки сварочного полуавтомата.
Малые диаметры присадки делают дугу устойчивее, коэффициент наплавки растёт, глубина проплавления оптимизируется, разбрызгивание снижается. По выпуклости шва и величине разбрызгивания уточняется длина дуги: короткая даёт объёмный шов, длинная мешает концентрации расплава.
| Индуктивность max | Индуктивность min |
| Проплав углубляется | Низкотемпературная дуга |
| Разжижение сварочной ванны | Брызгообразование усилено |
| Валик шва ровный, гладкий | Валик шва объёмный |
| Угловые, усиленные швы | Настройка полуавтомата для сварки тонкого металла |
Управление скоростью подачи проволоки
 Переключатель активизации подачи проволоки бывает двухпозиционный (High/Low) или многоступенчатый. Припой большего диаметра выдаётся с замедлением, что оптимизирует процесс.
Переключатель активизации подачи проволоки бывает двухпозиционный (High/Low) или многоступенчатый. Припой большего диаметра выдаётся с замедлением, что оптимизирует процесс.
Перед началом работы
Когда ПА подготовлен к работе согласно инструкции, нелишне потратить время на уточнение режимов настройки. В помощь предлагаем таблицу в качестве ориентира. Составление аналога с индивидуальными свойствами ПА поможет в определении лучших режимов и уточнении возможности техники.
Собственная таблица сварочного тока для полуавтомата имеет тенденцию к разрастанию с новым материалом, условий сварки. Уточнение на бумаге для памяти положения переключателя не повредит.
Выбирается рекомендуемое напряжение. Манипулированием с силой тока и скоростью подачи присадки подбираем оптимум при уменьшении тока и максимуме подачи. Затем при росте ампеража. Вольтаж меняется через 0,5 А. Подробная таблица станет личной инструкцией скоростной настройки.
Ориентировочная таблица: сварочный ток (скорость подачи проволоки), взаимозависимость компонентов процесса:
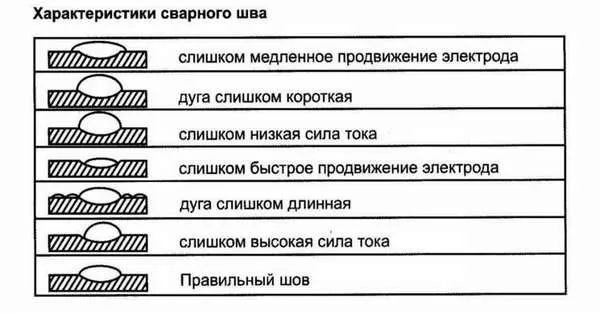
Влияние величины напряжения на качество шва

Выпуклый шов с достаточным проплавом без пористости, наплывов и подрезов выйдет только при сбалансированности основного компонента – напряжения с сопутствующими.
Низкие настройки дают зауженный высокий шов с малым проникновением вглубь. Высокие – уплощённый с расползанием и глубоким кратером ванны. Завышение напряжения негативно влияет на формирование шва: не удаётся создать валик достаточного объёма при глубине расплава на грани прожига.
На фото сверху:
- теплотворность напряжения оптимальна,
- недостаточна,
- избыточна.
Возможные проблемы и ошибки
 Проблемы и промахи при слепом следовании усреднённым рекомендациям – вина сварщика. Об этом упоминалось выше. Подбор режима сварки дело тонкое. Творческий подход и внимание к мелочам – половина пути к успеху.
Проблемы и промахи при слепом следовании усреднённым рекомендациям – вина сварщика. Об этом упоминалось выше. Подбор режима сварки дело тонкое. Творческий подход и внимание к мелочам – половина пути к успеху.
Опора на опыт профи поможет:
- Потрескивание, щелчки – сигнал недостаточной скорости подачи припоя.
- Присадка плавится на удалении, до наконечника – скорость подачи занижена.
- Избыток брызг – увеличьте подачу газа и индуктивность.
- Пористость, оттенки коричневого и зелёного на шве – слабая газозащита.
- Прожиг, непровар – перебор или недостаток напряжения, скорректируйте индуктивность.
- Неравномерность шва, неустойчивость дуги, непровар – загрязнение сварочного поля, ослаб зажим массы.
- Переменчивость полноты валика, зазубрины – скорость ведения горелки и положение относительно шва нарушены.
- Шов прерывается, неконтролируемое разбрызгивание – превышена длина дуги.
![]()
Какой полуавтомат лучше с газом или без газа?
При выборе полуавтомата для сварки металла важно учитывать несколько факторов, в том числе тип работ, которые нужно выполнить, и опыт сварщика.
Полуавтомат с газом (MIG/MAG) использует газ для защиты сварочной дуги и расплавленного металла от воздействия кислорода воздуха. Это помогает создать более качественный шов и может быть полезно для сварки тонких листов металла. Однако использование газа требует более тщательной настройки оборудования и может потребовать дополнительных расходов на газовые баллоны.
Полуавтомат без газа (Flux-Cored) использует проволоку с наполнителем, который самозащищает расплавленный металл от кислорода воздуха. Это может быть более удобно в работе на улице или в помещении без возможности подключения газа. Однако шов получается менее качественным, чем при использовании газа, и может потребоваться больше времени и усилий на послесварочную обработку.
В целом, выбор между полуавтоматом с газом и без газа зависит от конкретных требований проекта и опыта сварщика. Если вы не уверены, какой тип лучше выбрать, рекомендуется обратиться к профессионалу для консультации.