Инверторы успешно сместили сложные и громоздкие сварочные аппараты с рынка потребительских товаров. Они легко применяются даже начинающими, осведомленными в основных методах сварочных работ.
Оборудование невосприимчиво к перепадам напряжения в сети, что позволяет применять его в местности с плохо развитой инфраструктурой. Некоторые модели отлично работают даже от сети, напряжение в которой не превышает 190В. Все без исключения специалисты трансформаторным сваркам предпочитают современные инверторы. Они лучше держат дугу и формируют шов более высокого качества.
- Немного теории перед первыми шагами
- Внешний осмотр сварочного инвертора
- Азбука для начинающего сварщика
- Пошаговая инструкция для новичков
- Какие бывают дуговые промежутки?
- Формирование сварочного шва
- Прямая и обратная полярность
- Скорость подачи электрода
- Выбор силы тока
- Сваривание тонких листов металла
- Несколько советов от профессионалов
Немного теории перед первыми шагами
Новичкам совсем не помешает освоить основные принципы работы инвертора перед тем, как включить его. Основную нагрузку будет нести сеть энергоснабжения. Если старые агрегаты при включении могли оставить без электричества весь микрорайон или поселок, то современные устройства лишены данного недостатка. Они имеют накопительные конденсаторы, которые облегчают старт. Мягкое разжигание сварочной дуги и бесперебойная работа системы энергоснабжения – очень важные, хотя и не самые основные достоинства оборудования.
Необходимо твердо усвоить, что увеличение диаметра используемого электрода ведет к большему энергопотреблению. Не все устройства могут работать с самыми крупными электродами. Дело в том, что для использования конкретного диаметра требуется определенная сила тока. В противном случае сварочный шов просто не получится. Более детальная информация содержится в техническом паспорте приобретаемой модели устройства.
Внешний осмотр сварочного инвертора

Вес агрегата напрямую зависит от мощности. В торговой сети представлен большой выбор вариантов от 3 до 7 кг. Для переноса предусмотрена ручка или наплечный ремень. Если предполагается разъездной характер работы, то не помешает транспортировочный кейс. Для охлаждения силового блока предусмотрен вентилятор и специальные отверстия в корпусе. На панели предусмотрены регуляторы, индикаторы и переключатели:
- тумблер для подачи питания;
- ручки для регулирования напряжения и силы тока;
- индикаторы, информирующие о подключении к сети и перегреве силового блока;
- выходы «+» и «-».
Азбука для начинающего сварщика
Разобраться в процессах, которые происходят внутри инвертора во время сварки поможет приведенная ниже схема.
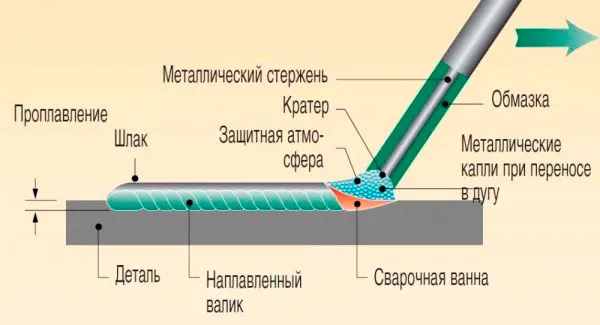
Дуга образуется в момент соприкосновения электрода и свариваемого металла. Образуется высокая температура, которая плавит сердечник электрода и металлическую поверхность заготовки. Расплавленная среда – это так называемая «ванна», которая впоследствии станет швом. Чтобы он получился качественным, на первых порах необходима защита от активного кислорода, содержащегося в воздухе.
С этой задачей справляется обмазка электрода. Она образует пары и поверхностную корочку, препятствующих свободному перемещению молекул кислорода. После завершения сварочного процесса и снижения температуры шва на его поверхности образуется шлак – остатки защитного покрова, созданного обмазкой электрода. После полного остывания его необходимо отбить, используя специальный молоток.
Дуга, которая плавит металлы, должна поддерживаться сварщиком. Суть задачи сводится к тому, чтобы стабильно выдерживать определенное расстояние между свариваемой поверхность и электродом. При этом необходимо вести электродом строго по стыку между двумя заготовками.
Пошаговая инструкция для новичков
Для того, чтобы приступить к работе, необходимо обзавестись защитным комплектом. Он включает:
- Грубые тканевые перчатки. Резиновые использовать нельзя, поскольку под ними руки будут потеть.
- Сварочная маска для защиты роговицы глаз. Защитный фильтр подбирается под параметры силы тока. Поэтому желательно приобрести маску типа «хамелеон», где реализована технология автоматического выбора уровня затемнения стекла в зависимости от яркости сварочной дуги.
- Куртка и брюки (или специальный костюм) из грубой ткани. Материал не должен воспламеняться от искр. Длинные рукава и защита шеи – обязательные условия для такой одежды.
- Обувь на толстой подошве с полностью закрытым верхом.


Помимо защитного комплекта сварщика необходимо иметь и надлежащим образом подготовленное рабочее место:
-
Рабочий стол достаточно большой площади, чтобы свободно расположить свариваемые заготовки.
-
Хороший уровень освещения без образования затененных участков. В противном случае качество работы обеспечить будет сложно.
-
Деревянный настил под ногами сварщика, предотвращающий поражение электрическим током.
После подготовки можно приступить к настройке силы сварочного тока и подбору электрода для выполнения конкретной работы. Для сварки инвертором применяются электроды диаметром 3-5 мм. Если они длительное время хранились в гараже или ином месте, то могли отсыреть. Необходимо предварительно высушить их на солнце или в электрическом духовом шкафу. Далее клемму массы необходимо «законтачить» со свариваемой поверхностью.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими верстаками собственного производства от компании VTM.
Для получения качественного результата свариваемую поверхность необходимо предварительно подготовить:
- место сварки очистить от ржавчины;
- снимаются остатки краски или жиров;
- кромки обрабатываются растворителем.

Учиться лучше начинать с толстыми заготовками. Первый шов следует выполнить на горизонтальной поверхности. На листе металла чертится прямая линия, по которой следует вести электродом для получения сварочного шва в виде валика. Любой сварочный процесс начинается с получения дуги. Есть два способа: чирканье или постукивание электродом по металлу. Можно попытаться освоить оба приема. При этом желательно не оставлять следов вне области сварочного шва.
После розжига дуги ее следует удерживать, контролируя расстояние между электродом и заготовками. Изначально сделать это будет непросто, но после нескольких уроков рука, что называется, «набьется» и выдерживать заданное расстояние будет намного проще. Большинству новичкам достаточно будет просто унять дрожь в руках. И только единицы смогут выполнить все более-менее правильно с первого раза.
В любом случае будет получаться сварочный шов, неважно какого качества. Главное, последовательно выполнять упражнения до тех пор, пока он не станет сравнительно однородным и ровным по высоте. После его остывания нужно убрать шлак и окалину. Для этого в арсенале сварщика есть специальный небольшой молоточек. После удаления шлака станет виден, собственно, шов. Не исключено (а скорее, вероятнее всего), что будут обнажены и недостатки. Не стоит огорчаться. Изъяны можно исправить, если проварить неудачные участки еще раз.
Какие бывают дуговые промежутки?
В любом учебнике по сварочному делу акцентируется внимание на том, что важно поддерживать одинаковый зазор между электродом и рабочей поверхностью. От этого зависит качество будущего шва. Принято различать три вида сварочной дуги:
- короткая. Длина составляет примерно 1 мм. В этом случае металл разогревается на небольшое расстояние по ширине и получается выпуклый шов. Возможно образование дефекта «подрез», который снижает прочность соединения;
- длинная (более 3 мм). Очень трудно поддерживать стабильность. Плохо прогревается металл и качество работы оставляет желать лучшего;
- нормальная. Имеет длину 2-3 мм. Хорошее качество соединения и нормальный внешний вид.
Оптимальный результат будет только после того, когда новичок научится контролировать длину сварочной дуги.
Формирование сварочного шва
Быстрое перемещение электрода приводит к образованию дефектов. В некоторых случаях помимо поступательного требуется и поперечное движение для получения широкого шва и хорошего прогрева свариваемой поверхности. Поперечное движение не рекомендуется выполнять при ширине шва до 4 мм. Как и с какой интенсивностью выполнять перемещение электрода каждый сварщик решает сам, опираясь на практический опыт. Среди профессионалов это принято называть «почерком сварщика».
Изменяя направление во время работы стоит помнить, что сварочная ванна перемещается вслед за теплом. Если недостаточно расплавленного металла электрода (быстрое перемещение), образуется подрез. Чтобы избежать образования канавки, следует внимательно контролировать границы перемещения электрода и делать ванну тоньше. Управлять ее формированием можно при помощи наклона электрода. В этом случае шов будет приподыматься, а ванна становится меньше – так удается плоский шов. Прием формирования сварочного шва при помощи наклона электрода чаще всего используется при сварке тонких листов металла.
Прямая и обратная полярность
Плавится металл под воздействие сварочной дуги. Принято различать два варианта выполнения сварочных работ, которые отличаются способом подключения. Прямой подразумевает подсоединение электрода к минусу, а металла – к плюсу. Характерная особенность – глубокая и в то же время узкая зона плавления металла. При обратной полярности, когда заготовки подключены к минусу, а электроды – к плюсу, снижается количество передаваемого металлу тепла. Зона плавления получается шириной, но малой глубины.
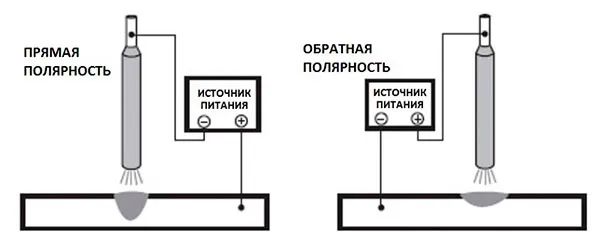
Какой способ лучше применять при сварочных работах? Выбор варианта зависит от толщины соединяемого металла. Тонкие заготовки, как правило, подключаются к минусу, поскольку в этом случае им передается меньше тепла и шансы прожечь заготовку снижаются. Прямой способ подключения больше подходит для сваривания толстых заготовок.
Скорость подачи электрода
Перемещением электрода необходимо добиться образование достаточного количества расплавленного металла в зоне сварки. В противном случае образуется дефект «подрез». При слишком быстром перемещении металл прогревается плохо, свариваемые кромки не проплавляются, а шов ложится сверху и получается неглубоким. При слишком медленном перемещении металл перегревается и возможно прожигание или деформация его поверхности.
Выбор силы тока
Сила тока выставляется регулятором на инверторе в зависимости от толщины заготовки. В сочетании со скоростью перемещения электрода сила тока формирует сварной шов. Увеличение ампеража приводит к углублению зоны плавления металла. Это в свою очередь дает возможность быстрее вести электрод. При грамотном выборе двух данных параметров получается аккуратны и, главное, очень прочный шов.
| Диаметр электрода, мм | Толщина металла, мм | Сварочный ток, A |
|---|---|---|
| 1,6 | 1-2 | 25-50 |
| 2 | 2-3 | 40-80 |
| 2,5 | 2-3 | |
| 3 | 3-4 | |
| 4 | 4-6 | |
| 5 | 6-8 | |
| 5-6 | 10-24 | |
| 6-8 | 30-60 |
Сваривание тонких листов металла
Прежде всего следует обратить внимание на полярность подключения, исходя из того, что положительный полю прогревается больше и, следовательно, будет лучше плавиться. То есть, если плюс подключить к тонкому листу, высока вероятность того, что он будет прожжен. Плюс к электроду заставляет его быстрее плавиться. Исходя из вышесказанного, лучше придерживаться обратной последовательности подключения. Минус – к листу, а электрод присоединить к положительному полюсу.

Любителям и начинающим сварщикам, которые планируют работать с тонким металлом, нужно усвоить несколько простых правил:
- Сваривать поверхность желательно на минимально рекомендуемой силе тока.
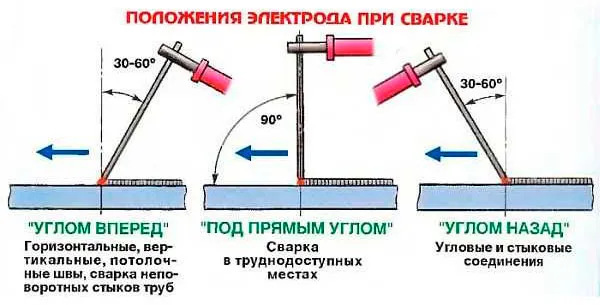
- Шов накладывают углом вперед.
- Сварку подключают в обратной полярности.
- Чтобы избежать деформации заготовок, их надо хорошо закрепить перед сваркой.
- Когда возникает потребность поставить прихватки (длина заготовки более 0,5 метра), начинать нужно с середины деталей и двигаться к краям.
Несколько советов от профессионалов
Любой начинающий сварщик делает много ошибок. Это нормально для процесса обучения. Но некоторых из них можно избежать, если следовать советам от опытных мастером:
- Во время процесса сварочный шов должен быть виден сварщику. В этом случае удастся избежать прожига металла и получить максимально качественное соединение.
- Первые шаги в освоении профессии следует делать на горизонтальных поверхностях. Расположив детали удобно на столе, новичок сможет быстрее освоить азы профессии. После можно приступать к круговым швам, и только потом можно начинать сваривать в вертикальном положении.
- Начинать следует с листами металла, положенными внахлест. Так легче получить первые навыки и при этом не приварить заготовки к рабочей поверхности стола.
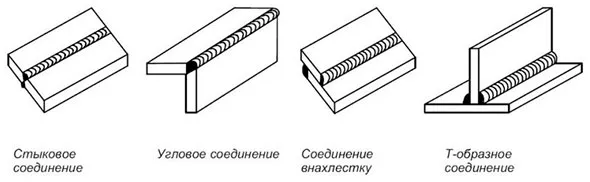
- Угловые соединения непросто выполнить качественно. Возможен слив расплавленного металла на одну из сторон. Чтобы упростить решение задачи, следует расположить заготовки «лодочкой», когда сварной шов находится в самой нижней точке по отношению к поверхностям заготовок.
- Сложнее всего наносить вертикальные швы. Важно всегда операцию выполнять снизу-вверх и никогда в обратном порядке.
- Полученные дефекты несложно отремонтировать. Для этого накладывают шов еще раз целиком или же исправляют бракованную часть шва.
- Проварить толстый металл будет проще, если с обеих сторон снять фаску. Еще один прием – расположить поверхность на небольшом расстоянии одна от другой (примерно, 0,5 мм).
Можно ли инвертором варить кузов авто?
Да, с помощью инверторного сварочного аппарата можно варить кузов автомобиля. Инверторные сварочные аппараты обычно более компактные и легкие, чем традиционные сварочные аппараты, и позволяют выполнять более точную и чистую сварку.
Для сварки кузова автомобиля рекомендуется использовать метод МИГ (металлический инертный газ) или МАГ (металлический активный газ). Эти методы позволяют получить высококачественную сварку с минимальным количеством брызг и капель расплавленного металла.
Однако перед началом сварки необходимо убедиться, что кузов автомобиля хорошо очищен от грязи, ржавчины и других загрязнений. Также необходимо обеспечить хорошую вентиляцию помещения, в котором будет проводиться сварка, чтобы избежать вдыхания опасных газов.
Кроме того, при сварке кузова автомобиля необходимо соблюдать все соответствующие меры безопасности, такие как ношение защитной одежды и очков, использование противогаза при необходимости, а также работа в паре с другими людьми для обеспечения безопасности и помощи в случае возникновения проблем.
Наконец, если вы не имеете достаточного опыта в сварке кузова автомобиля, рекомендуется обратиться к профессиональным сварщикам, которые смогут выполнить работу качественно и безопасно.