Гибка в штампах при помощи прессования
Для заготовок длиной до 70 сантиметров применяется метод сгибания через штампование. В данном случае варианты включают использование гидравлических или механических прессов. Этот метод обеспечивает возможность создания конструкционных элементов с сложной формой.
Прессование заготовок является самым дорогим способом гибки. Однако и производительность его наиболее высокая. Данный метод позволяет производить широчайший сортамент продукции.
Трубогибочное станочное оборудование
Гибка труб в промышленных масштабах осуществляется с помощью станков.
Гибка вальцеванием. Наиболее распространены станки, гнущие изделия при помощи вальцевания. Чаще всего применяется оборудование с тремя валками, предназначенное для изгибания длинных заготовок. На нем может делаться спиральный трубный прокат.
Изделие двигается через ролики, местоположение которых определяет радиус его изгиба. Одновременно оно с обеих сторон сжимается деформирующим цилиндром. Он расположен между валиками, так, чтобы была возможность гнуть заготовку на весу. Ролики в процессе обработки металла выполняют функцию опоры.
Обработка сжатием
Нередко на производстве применяются станки, гнущие заготовки с малым радиусом способом сжатия. На них обрабатываются заготовки малого и большого сечения. Процесс происходит с местным разогревом изделий и одновременным осевым давлением на них.
Станок состоит из:
- станины с расположенным на ней нагревателем;
- опорного ролика;
- пары клещевых зажимов, первый из них — гибочный поворотный, второй — осадочный.
Устройство способно гнуть элементы под углом 180º. Оно зажимает заготовки с постоянным усилием независимо от их сечения и значения осевого усилия, образующегося в эпицентре деформации при изгибе изделия. Оборудование может обрабатывать квадратный и прямоугольный профиль.
Ротационно-вытяжная гибка
Ротационная вытяжка труб производится на станках с электрическими либо гидравлическими суппортами для передвижения давящих роликов. Последние служат для получения нужной конфигурации и толщины производимого элемента.
При ротационной вытяжке получают изделия из полых вращающихся стержней, деформируемых валиками по перемещающейся оправке. Сейчас в большинстве случаев используются ротационно-вытяжные станки с ЧПУ. Их программа учитывает сопротивление материала при его деформировании. При изготовлении продукции используется соответствующий ГОСТ.
Заключение
В небольших объемах гибка труб может производиться при помощи ручного инструмента. В промышленных масштабах это делается на специальных станках. Перед работой необходимо осуществить расчеты минимально допустимого радиуса гибки.
Трубопроводы и соединения.
Радиусы гиба труб
Наименьшие радиусы гиба труб и наименьшие длины прямых участков изогнутых труб показаны на рис. 1.
Длину изогнутого участка трубы А определяют по формуле
A = πa 180 R + D н 2
где R — наименьший радиус изгиба, мм; D н — наружный диаметр трубы, мм.
При выборе радиуса изгиба следует по возможности предпочитать для изгиба трубы в холодном состоянии.
Размеры минимальных радиусов гиба стальных труб в зависимости от наружного диаметра и толщины стенки, а также предельные размеры складок приведены в табл. 18.
Минимальные радиусы гиба труб назначают в технически обоснованных случаях. При этом должны выполняться следующие требования:
1. Предельные значения овальности в месте изгиба не должны превышать указанных в табл. 18.
2. Толщина стенки трубы в зоне изгиба с наружной стороны изгиба должна составлять не менее 80% исходной толщины.
3. Размеры складок на внутренней (сжатой) стороне трубы не должны превышать указанных в табл. 18.
Толщина стенок с наружной и внутренней стороны изгиба трубы определяется по формулам:
S н = 1- 1- S D н 2 R CP D н ; S B = 1+ 1- S D н 2 R CP D н
где S — исходная толщина стенки трубы; D н — наружный диаметр трубы (исходный), мм; Rcр — средний радиус гиба , мм.
При заданном предельно допустимом утоньшении (уменьшении толщины) S н /S ≤ 0,2, средний радиус гиба определяется по формуле:
R ср = D н 1- S / D н 2(- S н / S ) .
Данные приведены для труб с относительной толщиной стенки 0,04 ≤ S/ D н ≤ 0,05 из материалов с временным сопротивлением σв ≤ 600МПа в отожженном (мягком) состоянии.
В табл. 19 приведены размеры минимальных радиусов гиба водогазопроводных труб, в табл. 20 — медных труб по ГОСТ 617-90 и латунных по ГОСТ 494-90.
18. Радиусы гиба стальных труб в зависимости от их диаметра и толщины стенок, мм
Минимальный радиус гиба R при толщине стенки
Какая нагрузка оказывается на конструкции
Нагрузка на профильную трубу оказывается со стороны природных явлений, строительных материалов, различных предметов, людей и животных. Реже рассматриваются риски аварийных ситуаций, например, удар от машины или рядом расположенного столба, ограждения. Технически на этапе проектирования инженерами ведется учет трех фактически всегда присутствующих типов возможного давления:
- Постоянное. Здесь рассматриваются такие объекты и явления, которые неизменно воздействуют на профиль. К таковым относятся почва с грунтовыми водами, масса строения или его отдельных элементов.
- Длительное, но временное. Под такими воздействующими факторами подразумеваются архитектурные элементы здания или бытовая техника, которые имеют большой вес и могут быть при необходимости демонтированы либо заменены иными объектами.
- Краткосрочное. Это могут быть автомобили, мебель, перемещающиеся люди. Из природных явлений в большей степени нагрузку обеспечивают ветер и сугробы, наледь.
Результат упущенной при расчетах нагрузки на теплицу со стороны снежного покроваИсточник izhevsk.ru
Изучая пункты в СП 20.13330 от 2011 года стоит обратить внимание на еще одну, так называемую, особую группу. В перечне возможных нагрузок присутствуют такие предсказуемые, но редкие явления, как ливневые дожди, торнадо или землетрясение
Подобное в соответствующих регионах всегда учитывается. Но риски аварийных ситуаций типа обвала грунта по тем или иным причинам, столкновения машины с объектом, взрыва просчитываются не всегда. Однако это также должно быть предусмотрено проектировщиками.
Коротко о предельной выносливости изделий
Стоит отметить, что несущая способность профильной трубы имеет свои ограничения. Максимальные показатели, которые указывает производитель, не исключают прогибание образца, но гарантируют сохранение его целостности. То же касается восстановления изначально заданной формы после изменения нагрузки в меньшую сторону. В таблицах представлена информация о предельных показателях давления в кг на тот или иной стальной профиль в зависимости от его сечения и длины.
| Сечение (в мм) | Длина рабочего пролета/расстояние между опорами (в м) | ||||
| 1 | 2 | 3 | 4 | 5 | 6 |
| Труба с квадратным сечением | |||||
| 709 | 173 | 72 | 35 | 16 | 5 |
| 949 | 231 | 96 | 46 | 21 | 6 |
| 1165 | 286 | 120 | 61 | 31 | 14 |
| 1615 | 396 | 167 | 84 | 43 | 19 |
| 1714 | 422 | 180 | 93 | 50 | 26 |
| 2393 | 589 | 250 | 129 | 69 | 35 |
| 4492 | 1110 | 478 | 252 | 144 | 82 |
| 7473 | 1851 | 803 | 430 | 253 | 152 |
| 9217 | 2283 | 990 | 529 | 310 | 185 |
| 3339 | 1484 | 801 | 478 | 296 | |
| 4736 | 2069 | 1125 | 679 | 429 | |
| Труба с прямоугольным сечением | |||||
| 684 | 167 | 69 | 34 | 16 | 6 |
| 1255 | 308 | 130 | 66 | 35 | 17 |
| 1911 | 471 | 202 | 105 | 58 | 31 |
| 2672 | 658 | 281 | 146 | 81 | 43 |
| 3583 | 884 | 380 | 199 | 211 | 62 |
| 5489 | 1357 | 585 | 309 | 176 | 101 |
| 7854 | 1947 | 846 | 455 | 269 | 164 |
Важно учитывать, что превышение заданного предела является причиной безвозвратной деформации изделий, появления трещин и разрушительных последствий конструкции в целом. Поэтому специалисты рекомендуют отдавать предпочтение профильным трубам с двукратным или троекратным запасом прочности относительно расчетной
К исключениям можно отнести небольшие объекты, типа теплиц, компактных ненагруженных ограждений.
Предельный радиус изгиба
Если допустимое давление указывается с максимальным значением, то предел изгибания для профильного проката стандартами устанавливается минимальный. Показатели в большинстве своем зависят от размера трубы и способа загиба заготовки. К таковым относятся:
- нагревание или посредством пескоструйного оборудования – минимальное значение радиуса превышает 3,5 DN;
- с помощью гибочного устройства – свыше 4 DN;
- с использованием печей – допустим предел в 2,5 DN.
Изогнутая профильная трубаИсточник ceh24.ru
Здесь под DN подразумевается площадь внешнего сечения профиля до механического воздействия на него. Измерения технологами проводятся с учетом гибкости и плотности исходного материала, толщины стенок заготовки. Стоит отметить, что важным условием является утончение металлопроката не более чем на 15%.
Сколько весит 1 метр погонный стальной трубы по ГОСТ 10704-91
Характеристика труб металлических согласно сортамента: «Трубы стальные электросварные прямошовные»
| Наружный диаметр трубы, мм | Теоретический вес одного метра трубы, кг при толщине стенки, мм. | ||||||||||
| 1 | 1.2 | 1, 4 | -1.5 | 1.6 | 1.8 | 2, 0 | 2, 2 | 2, 5 | 2, 8 | 3 | |
| 10 | 0, 260 | ||||||||||
| 10.2 | 0.22 | 0, 266 | — | — | — | — | —, | — | — | — | — |
| 12 | 0.32 | 0, 388 | 0.41 | — | , — | — | -— | _ | — | ||
| 13 | 0.34 | 0, 401 | 0, 425 | 0.45 | — | — | — | — | — | — | |
| 14 | 0.48 | — | — | — | — | — | — | ||||
| -15 | 0.4 | 0, 470 | 0.49 | 0.52 | — | — | — | — | — | — | |
| 16 | 0.37 | 0, 43 | — | -— | — | -— | _ | — | |||
| -17 | 0, 46 | 0.55 | — | — | — | — | — | — | |||
| 18 | 0, 41 | 0, 44 | 0, 675 | 0.61 | 0.71 | 0.78 | — | — | — | — | — |
| 19 | 0, 444 | 0, 527 | 0, 605 | 0, 647 | 0, 687 | 0, 838 | — | — | — | — | |
| 20 | 0, 556 | 0, 642 | 0, 726 | 0, 885 | — | — | — | — | |||
| 21.3 | 0, 687 | 0, 952 | — | — | — | — | |||||
| 22 | 0.51 | 0, 758 | — | — | — | — | |||||
| -23 | 0, 844 | 1.04 | 1, 13 | 1, 26 | — | — | |||||
| 24 | 0, 675 | 0.78 | 0, 832 | 1.09 | 1.18 | 1.33 | — | — | |||
| 25 | 0.86 | 1.03 | 1.13 | 1, 24 | 1, 39 | — | — | ||||
| 26 | 0.84 | 1, 07 | 1.18 | 1.29 | 1.45 | — |
ГОСТ 10705-80
По специальному требованию заказчика, трубы группы больше 152 мм изготавливают длиной меньше 10 м, а трубы до 70 мм – длиной не менее 4 м.
ГОСТ 10705 допускает мерные длины до 70 мм – от 3 до 5 м;
Если размер от 70 до 219 мм, то длина разрешается от 6 до 9м.
При от 219 до 426 мм, мерный размер – 10 до 12 м,
Изделия свыше 426 мм, изготавливают немерной длины,
При имеющейся договоренности с заказчиком трубы от 70 до 219 мм могут производится длиной от 6 до 12 м, кратностью не менее 250 мм, при этом они не должны превышать нижние пределы размеров труб. Размер припуска при каждом резе не более 5 мм и включается в каждую кратность реза. При необходимости перевозки труб различных диаметров и длины необходимо знать сколько метров в тонне. Для расчета можно воспользоваться таблицами ГОСТ, регламентирующие определенный вес, но лучше воспользоваться нашим трубным калькулятором.
Какая нагрузка действует на профильную трубу
На профилированную трубу действуют внешние механические силы: вес конструкций, тяжесть снега, ветровые воздействия и т. п.
При этом у каждого изделия существует максимальное значение сопротивления. Например, показатель нагрузки, которую профиль выдерживает на изгиб. При достижении максимальной величины конструкция теряет прочность и начинает деформироваться вплоть до разрыва.
Такое значение необходимо точно определять ещё на стадии проектирования монтажных работ. Оно вычисляется расчетными методами, с помощью справочных сведений, цель которых – помочь выяснить необходимые параметры профиля: сечение, толщину металла. Исходными данными при этом служат прочностные характеристики материала и типы предстоящих нагрузок.
Допустимые радиусы сгиба исходя из прочности материала
Радиус изгиба профиля зависит от внешнего сечения DN, толщины материала, его плотности и гибкости.
Государственные стандарты устанавливают минимальные значения радиусов изгиба для профилированных труб. Их допустимый размер во многом обусловлен способом загиба детали.
- Если загиб производят нагреванием заготовки, или путем набивания её песком, радиус загиба должен составлять не менее 3,5 DN.
- Загиб на гибочном оборудовании без нагрева возможен с минимальным радиусом 4 DN.
- Если в технологическом процессе используется печной нагрев, допускается значение в 2,5 DN.
- Важным условием гнутья является утончение стенок изделия в площади операции не более, чем на 15%.
Основные методы проведения инженерных расчетов
Для ответственного строительства, например, полноценного жилого дома, лучше доверить расчеты специалистам и проектировщикам. Рассматривая иные объекты можно воспользоваться готовыми программами в интернете типа гибочного калькулятора для профильных труб. Также существуют готовые справочные таблицы и ряд формул для расчета профиля на изгиб. Рассмотрим детальнее каждый из трех способов.
Пример таблицы для определения веса профильной трубы из алюминияИсточник sigma.vn.ua
Табличный подход
Технические справочники составляются с учетом разнообразия опорной системы, способов фиксации образцов на этих опорах. Также рассматривается природа оказываемой нагрузки. Чтобы правильно произвести расчет нагрузки на профильную трубу ориентируясь на таблицы, необходимо рассматривать 4 параметра:
- I – момент инерции трубы (значения можно взять из табличных сведений в документах ГОСТ 8639-82 для квадратного сечения и ГОСТ 8645-68 – для прямоугольного);
- L – длина рабочего пролета;
- Q – механическая нагрузка на трубу;
- модуль упругости (показатели берутся из действующих СНиП).
Все эти значения впоследствии пригодятся для проведения вычислений по формуле. Здесь будут учитываться распределение давления и способ фиксации профиля к опорной системе. Стоит отметить, что формулы для расчета трубы на прогиб в зависимости от схемы оказываемой нагрузки могут меняться.
Пример составления схемы для арочной теплицы с учетом нагрузки от снежного покроваИсточник studfile.net
Формула для определения предельного напряжения
Для строительства качественного и выносливого объекта важно определить допустимое значение несущей способности профильной трубы на изгиб. Здесь вычисления основываются на законе Гука
Он раскрывает пропорциональность силы упругости деформациям. То есть искомая величина вероятного напряжения будет результатом деления изгибающего момента силы на механическое сопротивление: Q=M/W.
Если необходимо определить поперечное сечение профиля для стояка, то можно обратиться к другой формуле: F=N/R. Здесь результат площади измеряется в кв.см. За отсчетные параметры принимаются действующая масса (кг) и механическое сопротивление материала во время деформационного процесса (кг/кв.см). Перечисленные показатели можно найти в готовых технических таблицах.

Деформация металлопрофиля под давлением от трубогибаИсточник bani-nsk.ru
Программное обеспечение
Калькулятор позволяет упростить расчет нагрузки на профильную трубу. Здесь нет необходимости в изучении табличных справочников, информации в нормативных документах. Также не требуется квалификация в инженерном мастерстве. Здесь достаточно ввести требуемые значения относительно характеристик и размеров изделий, некоторые параметры касательно возводимой конструкции. В программу уже внесены все необходимые технические данные, на основе которых результат выдается быстро и с максимальной точностью.
Видео описание
В этом видео продемонстрировано тестирование профильных труб на предмет несущей способности в тепличной конструкции:
Коротко о главном
На конструкции из профильного металлопроката оказывается давление со стороны строительных материалов, природных явлений, человеческого фактора и непредвиденных чрезвычайных происшествий.
На этапе проектирования по СП 20.13330 от 2011 года учитываются 4 типа нагрузок: постоянные, долговременные, кратковременные и особые.
Определение максимально допустимой нагрузки важно, чтобы исключить деформацию профильной трубы и повреждение строения. Не обязательно проводить инженерные расчеты для компактных ненагруженных конструкций типа оградок и теплиц
Не обязательно проводить инженерные расчеты для компактных ненагруженных конструкций типа оградок и теплиц.
Расчеты проводятся для неответственных объектов посредством справочных таблиц, готовых формул и программного обеспечения для определения максимально допустимой нагрузки на изделия.
Максимальные нагрузки
Чтобы правильно подобрать трубу для использования, надо знать предельный вес, который должна выдерживать балка или опора в данном месторасположении.
Под давлением указанной силы балка прогнется, но после окончания воздействия возвратится в прежнее состояние (на фото). Превышение наибольшего значения сломает несущую.
В бытовой практике часто встречается распределенная нагрузка, равномерно воздействующая на всю длину балки.
Отсюда напрашивается вывод о том, что пролеты не должны быть излишне большими. Установление мощной балки может перекрыть её достоинства ценой вопроса и общим утяжелением конструкции. Разумнее установить дополнительные опоры, что позволяет увеличить допустимый вес на перекрытие.
Для определения величины предельных нагрузок можно воспользоваться различными справочными данными в интернете.
Металлопластиковые трубы
По мере распространения металлопластиковых труб многие начали применять их во всех возможных коммуникациях. Они надежны, практичны, недороги и удобны в монтаже. Но как гнуть металлопластиковые трубы? Для этого применяют или простой ручной труд (если металл в трубе мягкий), или метод гибки при помощи пружины (он рассматривался выше). Обязательным является выполнение условия, что нельзя гнуть металлопластиковую трубу больше 15 градусов на каждые 2 сантиметра. В случае пренебрежения этим параметром труба просто может стать непригодной по причине большого количества повреждений.
Технология выполнения изгиба
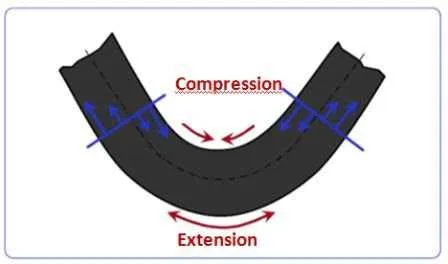
В процессе гнутья в металле возникают определенные показатели напряжения. С внешней стороны образуется растягивающее напряжение, а изнутри – напряжение сжатия. В момент таких взаимодействий меняется изгиб оси.
Во время изгибания в согнутом отрезке изменяется форма поперечного сечения. В итоге профиль в виде кольца изменяет свою форму на овальную. Самый четкий овал можно наблюдать посередине прогиба. Деформация снижается в начале и конце прогиба.
У труб, имеющих диаметр не более 20 мм, овальность на отрезке, подвергающемся деформации, должна быть не более 15 %. А для труб с диаметрами равными или более 20 мм – 12,5 %.
Способы изгиба труб
Потребность в изгибе труб может возникнуть в ряде случаев, к примеру, в процессе монтажа трубопровода, если нужно «обойти» какое-либо препятствие. Также нередко приходится прибегать к этой операции в процессе изготовления различных металлоконструкций, таких как навесы, теплицы, беседки и т.д.
Следует отметить, что если речь заходит об изгибе труб, то имеются в виду следующие их виды:
Подходящие для изгибания виды труб
Далее я расскажу, как согнуть в домашних условиях все вышеперечисленные виду труб.
Металлические круглого сечения
Процесс изгиба металлических заготовок круглого сечение достаточно сложный, так как они легко деформируются, а иногда и рвутся. Поэтому когда изгибом занимаются в промышленных условиях, особенно если требуется маленький радиус, перед тем как осуществить эту операцию выполняют расчет трубы на изгиб.

Загибание металлической детали в домашних условиях
В домашних условиях, конечно, точная формула расчета трубы на изгиб вам не понадобится. Единственное, нужно определить минимальный допустимый радиус. Его значение во многом зависит от способа, которым выполняется эта операция:
На нашем сайте вы найдете еще много информации о гибке листового металла Читайте статью Оцифровка работы гибочного станка
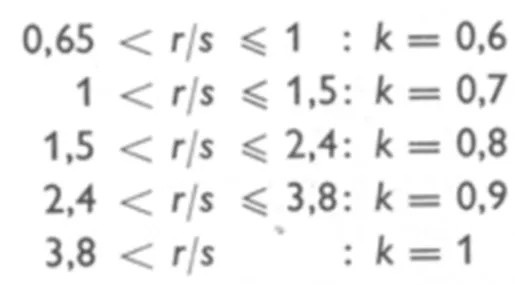
K-фактор (коэффициент положения нейтральной линии)
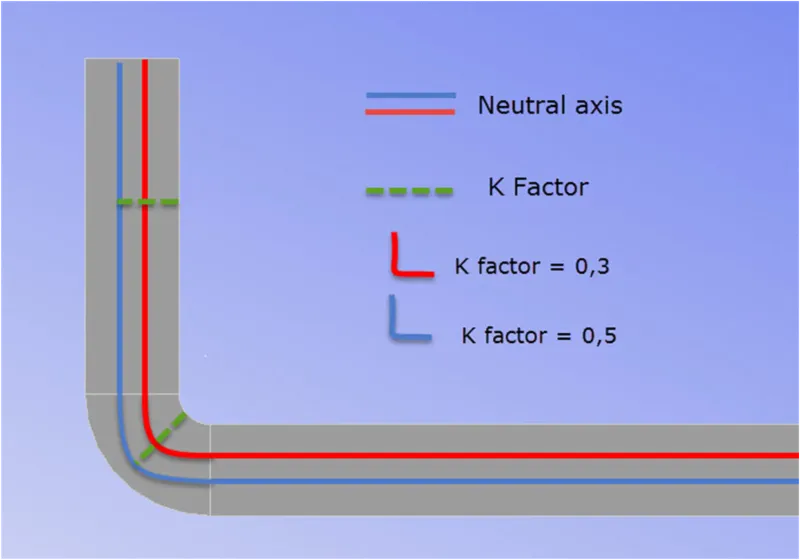
При гибке на листогибочном станке, внутренняя сторона металлического листа сжимается, а внешняя, наоборот, растягивается. Это означает, что есть место на листе, в котором волокна не сжимаются и не растягиваются. Это место называется «нейтральной линией». Расстояние от внутренней части сгиба до нейтральной линии называется К-фактором, коэффициентом положения нейтральной линии.
Изменить этот коэффициент невозможно, так как он является постоянным для каждого типа материала. Он выражается в виде дробей, и чем меньше К-фактор, тем ближе нейтральная линия будет расположена к внутреннему радиусу листа.
K-фактор = тонкая настройка
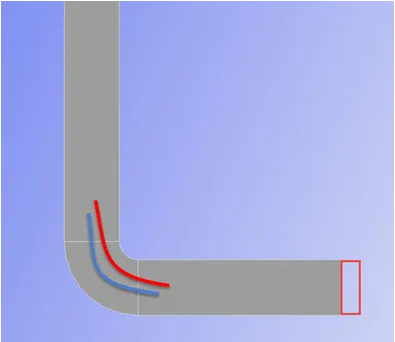
Значение К-фактора влияет на плоскую заготовку, возможно, не настолько, как влияет радиус детали, но следует учитывать его при тонкой настройке расчетов для заготовок. Чем меньше К-фактор, тем больше материал растягивается и «выталкивается», заставляя заготовку быть «больше».
Прогнозирование К-фактора
В большинстве случаев мы можем прогнозировать и настраивать К-фактор при выполнении расчетов плоской заготовки.
Необходимо провести несколько испытаний выбранной V-образной выемки и измерить радиус детали. Если необходимо более точно рассчитать К-фактор, можно воспользоваться формулой расчета К-фактора для гибки, приведенной ниже:
Решение примера:
B = 150 + 100 + 60 +BA1 + BA2
Прогноз К-фактора
B1: R/S=2 => K=0,8
B2: R/S=1,5 => K=0,8
Оба сгиба меньше или равны 90°:
что означает:
B1 = 3.14 x 0.66 x (6 + ((4×0.8)/2) – 2 x 10
B1 = -4.25
B2 = 3.14 x 0.5 x (8 + ((4×0.8)/2) – 2 x 12
B2 = -8.93
Итого:
B = 150 + 100 + 60 + (-4.25) + (-8.93)
B= 296.8мм
Автор методики: Хулио Алькасер, менеджер международных продаж Rolleri Press Brake Tools
Обработка листового металла на современных производствах часто используется для изготовления деталей, точное соблюдение размеров которых критично. Более того, в условиях, когда скорость изготовления ценится превыше всего и от нее зависит, получит ли субподрядчик заказ на изготовление деталей, производители стараются избегать траты времени на выполнение калькуляции вручную, выполнение различных тестов и исправление допущенных ошибок. Использованный в статье метод, несомненно, может считаться точным и изложенные в нем формулы полезны, но постоянное использование их при расчетах ведет к дополнительным временным затратам на производстве.
Сегодняшние листогибочные прессы зачастую оснащены стойками ЧПУ и последовательность гибки конкретного изделия может быть задана на компьютере непосредственно после проектирования изделия. При наличии готового файла с геометрией плоской развертки последовательность гибки, требующаяся для ее выполнения, также рассчитывается на компьютере после непосредственного импорта этого файла в специализированное CAD/CAM-решение для гибки.
Современное автономное программное решение Radbend, часть CAD/CAM-комплекса Radan для обработки листового металла, является мировым лидером среди приложений аналогичного характера. Все изложенные в статье расчеты заложены в Radbend в виде алгоритмов и не требуют расчетов вручную. Гибка детали выполняется в среде Radbend так, как она будет выполнена на самом деле, затем «слишком длинные» стороны подгоняются для абсолютной точности. Далее уже согнутое изделие отправляется в модуль Radan3D, где на его основе создается заготовка, при расчете длины которой учитывается ранее выполненная в Radbend подгонка. Таким образом при производстве изделия будут соблюдены все требуемые параметры и обработка будет выполнена корректно уже с первого подхода.
Radbend позволяет заранее определить технологичность изготовления детали, генерируя и показывая графически полную симуляцию обработки и последовательность гибки, помогая подобрать инструмент и расположить упоры. С помощью этого модуля можно избежать проблем, часто возникающих на производстве — предотвратить столкновения инструмента, изделия и частей станка.
Расчет квадратной трубы на прогиб и изгиб
Замкнутые профили, какими являются квадратные, прямоугольные и круглые трубы, – это вариант для тех, у кого нет возможности использовать деревянные конструкции, но есть желание предать будущему сооружению хорошую эстетичность. Например, каркас козырька, сваренный из квадратных труб, выглядит более эстетично, чем тот же козырек, сваренный из уголков.
На данной странице Вам представлен калькулятор способный подбирать сечение квадратной трубы по прочности и деформациям. Другими словами, с помощью данного калькулятора Вы можете произвести расчет квадратной трубы на прогиб и изгиб по ГОСТ 30245-2003 “Профили стальные гнутые замкнутые сварные квадратные для строительных конструкций”.
Рассчитать квадратную трубу можно для следующих расчетных схем:
Тип 1 – балка с одним пролетом с приложенной на нее равномерно распределенной нагрузкой.
Тип 2 – жестко защемленная консоль с равномерно распределенной нагрузкой.
Тип 3 – балка лежащая на двух опорах с выведенной консолью с одной стороны.
Тип 4 – однопролетная шарнирно опертая балка с приложенной на нее сосредоточенной нагрузкой.
Тип 5 – то же самое, что и тип 4, только с двумя сосредоточенными нагрузками.
Тип 6 – консоль с жестким защемлением с приложенной на нее сосредоточенной нагрузкой.
Что происходит с материалом труб при их гибке по радиусу
Трубы с круглым, квадратным или прямоугольным сечением по-разному ведут себя в процессе обработки. Однако стенки изделия на внешней части гиба утончаются, поскольку в результате возникающих напряжений подвергаются растягивающему моменту.
Утончившаяся внешняя стенка обращается к выгнутой части трубы, направленной к ее срединной оси. Таким образом, деформации подвергается ее поперечное сечение. При превышении предела прочности происходит разрыв заготовки по внешней плоскости изгиба.
Стенки трубы на внутренней части гиба, напротив, утолщаются, поскольку на них воздействует сжимающее напряжение. При превышении предела прочности трубы на сжатие металл, из которого она изготовлена, утрачивает локальную жесткость, в результате чего внутри изогнутого изделия появляются глубокие складки.
Последствия гибки квадратного и прямоугольного профиля.
При гибке по радиусу труб с квадратным или прямоугольным сечением их стенки подвергаются максимальному напряжению сжатия и растяжения с наружной и внутренней стороны сгиба. Высокая склонность материала к деформации осложняет процесс контроля действующих напряжений в процессе обработки.
При работе с профильным металлом отмечается его вертикально направленное расширение с внутренней стороны изгиба, горизонтально протекающее вдоль торцевой части изделия. Эти напряжения оказывают влияние на стенки заготовки, расположенные вертикально. Поперечное сечение подвергается деформации, приобретая трапециевидную форму.
Поперечное прямоугольное или квадратное сечение плохо принимает зажимные усилия, существующие между изгибочной и зажимающей колодкой. Труба проскальзывает вдоль колодки в начале изгибания. Из-за трения с колодкой возможен преждевременный износ оборудования.
Проблемы при гибке круглых труб по радиусу.
При гибке по радиусу труб с круглым сечением материал менее подвержен деформации в местах высокого напряжения. Участки с максимальным напряжением сжатия и растяжения располагаются по касательной осевой линии к поперечному сечению. Благодаря круглой форме профиля металл при гибке может равномерно растекаться во всех направлениях, что облегчает процесс контроля деформации.
Круглое поперечное сечение позволяет заготовке легко передавать усилия, возникающие между изгибочной и зажимающей колодкой. В процессе гибки круглых труб по радиусу они почти не проскальзывают вдоль колодки.
Максимальные нагрузки
Чтобы правильно подобрать трубу для использования, надо знать предельный вес, который должна выдерживать балка или опора в данном месторасположении.
Под давлением указанной силы балка прогнется, но после окончания воздействия возвратится в прежнее состояние (на фото). Превышение наибольшего значения сломает несущую.
В бытовой практике часто встречается распределенная нагрузка, равномерно воздействующая на всю длину балки.
Отсюда напрашивается вывод о том, что пролеты не должны быть излишне большими. Установление мощной балки может перекрыть её достоинства ценой вопроса и общим утяжелением конструкции. Разумнее установить дополнительные опоры, что позволяет увеличить допустимый вес на перекрытие.
Для определения величины предельных нагрузок можно воспользоваться различными справочными данными в интернете.
Как правильно рассчитать навес из профильной трубы?
Для правильного рассчета навеса из профильной трубы необходимо учитывать несколько ключевых параметров, таких как нагрузка, размеры трубы, расстояния между опорами и другие факторы. Вот шаги, которые вы можете следовать для рассчета навеса из профильной трубы:
-
Определите нагрузку: Определите тип нагрузки, которая будет действовать на навес (например, снег, ветер, светильники и т.д.). Нагрузка будет влиять на необходимую прочность и конструкцию навеса.
-
Выберите профильную трубу: В зависимости от ожидаемой нагрузки выберите подходящий профиль трубы. Обычно для навесов используют квадратные или прямоугольные профильные трубы. Убедитесь, что выбранный профиль обладает достаточной прочностью для ситуации.
-
Размеры трубы: Определите размеры профильной трубы, которую вы планируете использовать (ширина, высота, толщина стенок). Эти параметры также будут влиять на прочность конструкции.
-
Расстояние между опорами: Определите расстояние между опорами, на которых будет установлен навес. Это расстояние также будет влиять на необходимую прочность и конструкцию.
-
Рассчитайте момент сопротивления: Рассчитайте момент сопротивления сечения профильной трубы, используя геометрические характеристики (ширина и высота) и свойства материала. Этот шаг поможет оценить, насколько труба будет устойчивой к нагрузке.
-
Рассчитайте допускаемые напряжения: Рассчитайте допускаемые напряжения для выбранного материала трубы. Допускаемое напряжение зависит от типа нагрузки, размеров и свойств материала.
-
Оцените безопасность: Удостоверьтесь, что рассчитанные параметры (момент сопротивления, напряжения и другие) обеспечивают безопасную работу навеса при всех условиях эксплуатации.
-
Соответствие нормам и стандартам: Проверьте, что ваш рассчет соответствует строительным нормам и стандартам для вашего региона.
-
Дизайн и эстетика: Помимо технических аспектов, учтите дизайн и эстетику навеса, чтобы он сочетался с окружающей архитектурой и внешним видом.
Обратитесь к профессионалам, таким как инженеры или архитекторы, для помощи в рассчете и проектировании навеса из профильной трубы. Они помогут учесть все технические и безопасностные аспекты, чтобы обеспечить надежную и долговечную конструкцию.