Тиски являются неотъемлемым инструментом, способствующим упрощению труда для мастера, будь то металлообработка или работа с деревом. Путём закрепления детали в тисках, мастер получает свободу рук для использования инструментов.
Тиски бывают разные – общего назначения (универсальные) и специализированные (для определённых работ).

ФОТО: Леонид Шальман
Содержание статьи
- Основные элементы тисков для домашней мастерской
- Тиски слесарные своими руками
- Тиски своими руками для сверлильного станка
- Столярные тиски для верстака
- Как сделать самодельные трубные тиски
- Прочие идеи для изготовления тисков из подручного материалы
- Заключение
Основные элементы тисков для домашней мастерской
Тиски состоят из нескольких деталей. Основными элементами являются губки – подвижная и неподвижная, между которыми и зажимается обрабатываемая деталь. Неподвижная губка выполнена как одно целое с основанием. В подвижной губке закреплена гайка, сквозь которую проходит мощный ходовой винт. На одном конце винта установлена рукоятка, за которую его вращают, другой конец свободно вращается в неподвижной губке. При вращении за рукоятку подвижная губка перемещается в сторону неподвижной.
Основание может быть выполнено из двух деталей. Нижняя крепится наглухо к рабочему столу (верстаку), на верхней собран весь механизм тисков. Некоторые модели могут поворачиваться вокруг вертикальной оси.

ФОТО: usamodelkina.ru
Тиски слесарные своими руками
Тиски заводского изготовления можно купить в инструментальном магазине. Но за них нужно заплатить немалые деньги. К тому же, у настоящего мастера всегда к инструменту и приспособлениям есть набор индивидуальных требований. Вот поэтому многие умельцы делают тиски своими руками. Но для выполнения такой работы надо многое уметь: делать грамотные чертежи, быть хорошим слесарем и сварщиком, работать на токарных, фрезерных и сверлильных станках. Зато и тиски можно сделать уникальные, каких ни у кого нет.
Материалы и инструменты
Отличительный признак всех самоделок от фирменных изделий в том, что они сделаны из того материала, который был доступен. И конструкция разрабатывается с учётом имеющихся старых деталей. И всё-таки, слесарные тиски должны быть очень прочными, поэтому они делаются из металла. Конечно, чугунную отливку в домашних условиях сделать нереально, но сварить конструкцию из нескольких подходящих железок можно. Поэтому в дело пойдут обрезки уголка примерно 50 номера, кусок швеллера 60 номера, стальной лист толщиной 4 – 6 мм, болты М6, М8 с гайками и шайбами, длинный болт диаметром 12 – 14 мм с крупной резьбой с гайками, кусок арматуры диаметром примерно 10 мм. В качестве ходового винта лучше всего использовать таковой от старых поломанных тисков.
Из инструментов потребуется молоток, ножовка по металлу, доступ к сверлильному станку и сварочному аппарату, измерительный инструмент. И, конечно, чужие слесарные тиски.
Чертежи
После того, как сформировался примерный образ будущего изделия, необходимо вычертить комплект чертежей – эскиз общего вида, сборочный чертёж, чертежи всех деталей. Иначе собрать окончательное изделие не получится.

ФОТО: usamodelkina.ru
Инструкция по изготовлению
Изготовление тисков ведётся поэтапно. Сначала по чертежам изготавливаются все детали. В торце подвижной части закрепляется конструкция с гнездом для вращающегося ходового винта. Ходовая гайка может быть закреплена на неподвижной части тисков. Ходовой винт при вращении за рукоятку ввинчивается в гайку, перемещается сам и перемещает подвижную губку.
Тиски своими руками для сверлильного станка
Тиски для сверлильного станка отличаются от обычных слесарных тисков своей общей высотой. Они значительно ниже.
Материалы и инструменты
Материалы и инструменты используются такие же, как и в предыдущем случае.
Чертежи
Чертежи отличаются только в части выбранной конструкции и размерами деталей.
Инструкция по изготовлению
Технология изготовления определяется тем, что идёт работа с металлом. Конкретные детали изготавливаются по конкретным чертежам. Между вариантами разных моделей тисков принципиальное отличие может быть лишь в том, где устанавливается ходовая гайка – на подвижной или неподвижной части. Этим определяется способ закрепления ходового винта. И ещё нюанс, тиски для сверлильного станка обычно свободно перемещаются по рабочему столу.

ФОТО: usamodelkina.ru
Столярные тиски для верстака
Для столярных и плотницких работ вполне подойдут деревянные тиски. Им придётся воспринимать значительно меньшие нагрузки, чем при работе с металлом.
Материалы и инструменты
В качестве исходных заготовок можно взять три бруска сечением от 40×40 мм² до 60×60 мм² и длиной 250 – 300 мм. Размеры определяются из требований к величине будущих деталей. Ещё нужен ходовой винт с гайками, подойдёт покупная шпилька с резьбой М10 – М12. Для основания можно использовать лист фанеры толщиной 10 – 12 мм и размером 300×500 мм. В качестве крепежа потребуются саморезы диаметром 6 мм и длиной не менее 40 мм.
Инструменты обычные столярные и плотницкие: ножовка по дереву, рубанок, дрель.
Чертежи
Конструкция видна из фотографии.

ФОТО: youtube.com
Инструкция по изготовлению
Брусок с гайкой ходового винта привинчивается наглухо к основанию саморезами. Неподвижная губка может переставляться по основанию в разные положения, в зависимости от размера обрабатываемой детали, и закрепляться болтами с гайками. Упорный конец ходового винта крепится к подвижной губке с помощью накладки от старого офисного кресла на колёсиках.

ФОТО: youtube.com
Как сделать самодельные трубные тиски
Тиски для зажима труб отличаются от обычных слесарных и внешним видом, и особенностями эксплуатации. Подвижная губка перемещается по вертикали. Зажимать в этих тисках приходится предметы круглой формы, а потом газовым ключом с усилием крутят прикипевшую муфту или плашкой нарезают в трубе резьбу. Тиски при этом должны удержать деталь от проворота. А затягивать трубу надо крепко, но аккуратно, чтобы не помять её.
Для выполнения этих требований в обеих губках делают вырез в виде треугольника с высотой 30 – 40 мм с насечкой по боковым сторонам.

ФОТО: sdelairukami.ru
Материалы и инструменты
В качестве исходных материалов для изготовления тисков нужны несколько обрезков труб диаметром 0,5 и 1,5 дюйма и длиной до 200 мм, обрезки профильных труб сечением 50×30 мм, 40×25 мм и 30×20 мм. Для подвижной губки нужен кусок листовой стали толщиной 10 – 15 мм. Для ходового винта трапецеидальная резьба нарезается на прутке 10 – 12 мм.
Чертежи
Ниже приводится схема работы трубных тисков. Размеры выбираются под индивидуальные требования.

ФОТО: Леонид Шальман
Инструкция по изготовлению
Круглые трубки используются в качестве вертикальных стоек рамы тисков, профильные применяются как горизонтальные составляющие. На верхней перекладине приваривается короткий обрезок профильной трубы для формирования резьбы под ходовой винт. Губки вырезаются из кусков толстого листа. Ходовой винт лучше не делать самому, а найти готовый, например, от старой задвижки.
Чтобы захватывать тонкие трубы, верхнюю губку надо по ширине сделать меньше, чем нижнюю.
Прочие идеи для изготовления тисков из подручного материалы
Умельцы предлагают много своих конструкций. Каждый мастер творит из того материала, который ему достался. Но есть и принципиально непохожие конструкции. Интересная идея представлена на фото ниже. Деталей мало, зато можно зажимать две заготовки разного размера.
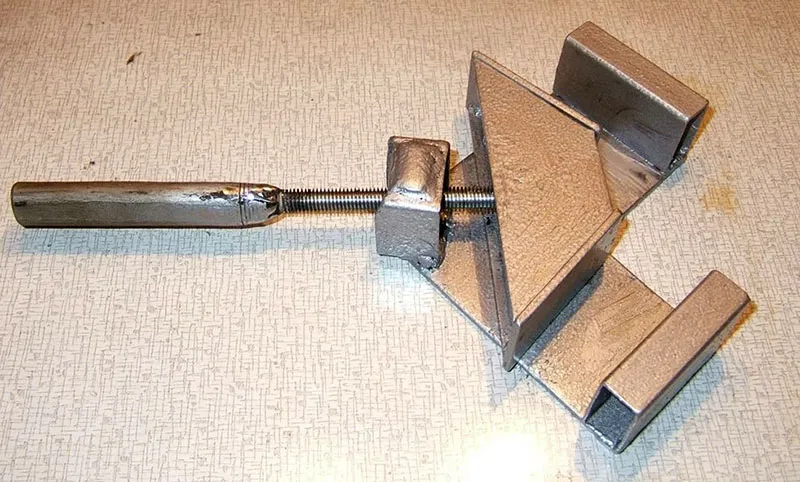
ФОТО: usamodelkina.ru

ФОТО: usamodelkina.ru
Заключение
В мире много людей, которые любят и умеют делать полезные вещи своими руками. Они и инструмент, и всякие приспособления делают для себя сами. Это очень увлекательное занятие.
Предыдущая
Следующая
Чем определяется высота установки слесарных тисков на верстаке?
Высота установки слесарных тисков на верстаке может зависеть от нескольких факторов, включая высоту рабочей поверхности верстака, рост рабочего, характеристики конкретных тисков и тип выполняемой работы.
В общем случае, высота установки слесарных тисков должна обеспечивать удобное положение рабочего, чтобы тот мог работать с тисками на верстаке, не напрягая спину и руки. Рекомендуется, чтобы верхняя поверхность тисков находилась на уровне груди или слегка ниже.
Также следует учитывать тип выполняемой работы и характеристики тисков. Например, для тонкой работы может потребоваться более точное позиционирование тисков, а для более тяжелой работы может потребоваться более низкая позиция тисков, чтобы обеспечить устойчивость.
В целом, высота установки слесарных тисков на верстаке определяется индивидуально для каждого рабочего и может зависеть от конкретных условий работы. Поэтому, перед началом работы с тисками на верстаке, необходимо настроить их высоту в соответствии с индивидуальными потребностями.