Настраиваемая сортировка
При использовании полосового раскроя, где материал разделяется на полосы, появляется возможность контролировать расположение этих полос на листе. Это не влияет на коэффициент использования материала, так как общая площадь заготовок, площадь листа, размеры и количество обрезков остаются неизменными.
- расположить узкие полосы внутри плиты;
- упорядочить заготовки в полосе в соответствии с выбранным методом сортировки.
Всего методов сортировки семь, плюс специальный пользовательский метод, который базируется на одном из них (рис. 4). В качестве примера проанализируем один из методов, когда полосы размещаются по уменьшению ширины, но при этом самая широкая полоса отпиливается последней. Карта, в которой полосы отсортированы таким образом, показана на рис. 5. При ее выполнении экономится достаточно приличное время за счет двух факторов:

Рис. 4. Выбор метода сортировки
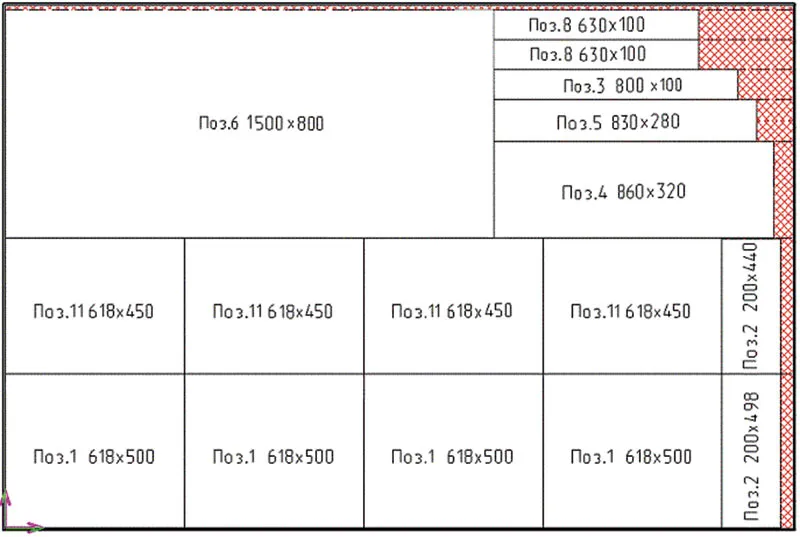
Рис. 5. Пример сортировки полос
- при снятии полос со станка и складывании их для последующей распиловки штабель получается устойчивым, поскольку ширина полос уменьшается по мере отпиливания;
- последнюю, самую большую и тяжелую полосу не надо снимать со станка, а достаточно просто перевернуть, упереть в левый упор и начать пилить дальше.
Данный метод является технологичным и универсальным, поэтому широко используется на практике.
Рассмотрим еще один похожий метод — сортировка по снижению коэффициента использования материала с размещением последней, самой широкой полосы. От предыдущего он отличается тем, что позволяет легко отделять готовые детали, которые можно сразу отправлять на последующую обработку, от полос, подлежащих дальнейшей распиловке. Проанализируем последовательность распила полосы, показанной на рис. 6. Вначале отпиливаются готовые заготовки (позиции 7, 6, 4, 2), упорядоченные по убыванию ширины, из них формируется устойчивый штабель и передается на последующую обработку. Это позволяет получить два важных преимущества:
- экономия времени;
- повышение точности распиловки за счет перемещения упоров только в одном направлении.
Рис. 6. Пример сортировки полос
Момент перехода от распиловки готовых деталей к распиловке полос отслеживается очень просто: после отпиливания последней готовой детали в полосе (позиция 2) упоры должны переместиться в обратном направлении. Это и будет сигналом оператору о том, что готовые детали в данной полосе закончились. Далее отпиливаются полосы, которые надо складывать в отдельный штабель.
Выбор метода сортировки осуществляется технологом мебельного предприятия с учетом свойств материала, размеров и количества раскраиваемых панелей, а также особенностей технологических процессов. Каждый из них имеет свои преимущества.
Для чего это нужно?
Карта раскроя – представляет собой документацию, которая отображает, какие детали нужно распилить с листа ДСП. Но, на самом деле, можно не только ДСП кроить, а и любой листовой материал.
С помощью раскроя можно просмотреть, как можно разложить детали на листе. В карте, также есть информация об остатках, которые будут в результате раскроя.
В итоге, преимущество раскроя заключается в отображении количества материала, которое потребуется для создания мебели.
Сделать раскрой ДСП Вы можете и в фирме, где будете покупать материалы, но наша задача это создание корпусной мебели в домашних условиях с минимизацией затрат, да и составить ее самому не составит труда, даже у новичка.
Интерфейс программы выглядит так:
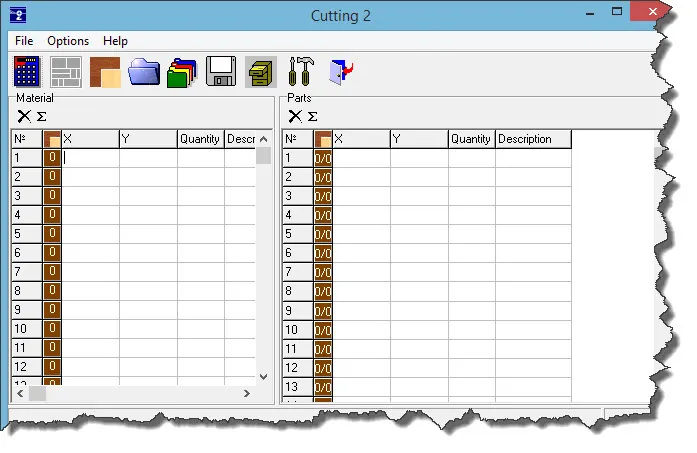
Как видим, здесь 2 колонки: «Материалы» и «Детали».
В поле «Материалов» необходимо задать параметры листа ДСП либо же, если у вас есть остатки, которые планируете раскроить, то размер остатков
Что касается размера ДСП, то я использую листы производителя Swisspan, размеры которого 2750*1830 мм (для больших листов) и 2440*1830 мм (для маленьких).
Также обратите внимание, что в настройках листа ДСП необходимо задать значения «Обпила листа», так как листы изначально имеют сколы.
Рекомендую задать значения 15 мм в полях «Слева» и «Сверху», а в «Справа» и «Снизу» по 10 мм. Для того, чтобы перейти к свойствам необходимо нажать кнопку «0» – для материалов и «0/0» для деталей.
Далее в поле «Детали» задаем размеры, которые необходимо получить.
Если же Вы планируете клеить кромку ПВХ, либо же хотите рассчитать, сколько бумажной кромки потребуется для проклейки, то ее вы сможете выставить тоже в «Свойствах».
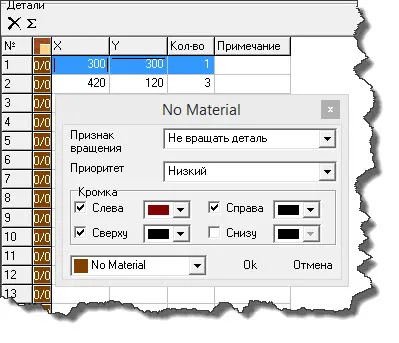
Для удобства, есть возможность выбора цвета кромки. Эта возможность облегчит работу при использовании более 1 вида кромки. К примеру: 2мм и 0.6 мм или использовать несколько цветов.
После настройки всех деталей нажимаем кнопку «Раскроить» или F9.
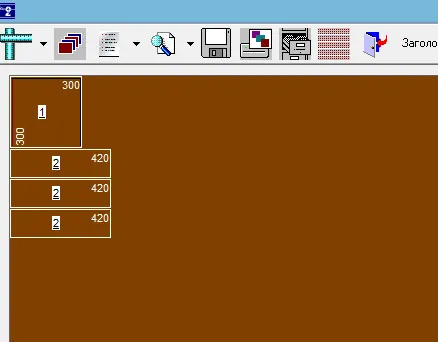
Видим, что раскрой получился неудачно. Для решения задачи можно попробовать раскроить заново либо же переложить детали самому. Нажав на деталь и перетащив в нужное место. Есть также вариант все разложить, перетащив в детали в «не размещенные» и самостоятельно поставить так, как нужно.
Важно! При составлении раскроя самому следите, чтобы было место для пропила, так как можно все сделать «оптимально» с линией пропила змейкой. После чего никто не захочет кроить их.
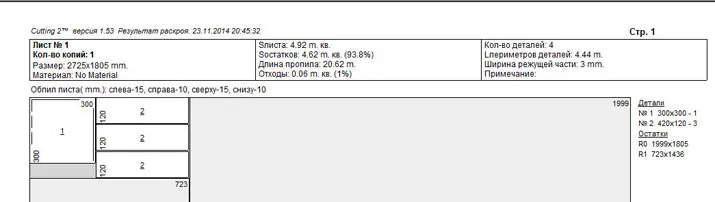
Далее остается выделить остатки, которые получатся и перейти к отчету.
В отчете отображается полная информация о количестве материала, длине пропила, количестве кромки, а также об остатках.
На этом раскрой закончен. Остается только пустить все это дело на печать, составить список материалов и отправится в организацию, которая сможет раскроить материал.
На сайте разработчика можно скачать Cutting бесплатно!
Постпроцессоры для модуля БАЗИС-Раскрой обеспечивают создание карт раскроя и/или управляющих программ для следующих пильных центров:
| Фирма-производитель станка | Система управления станком | Форматы файлов | |
| Altendorf | – | *.saw | |
| Casadei Macchine (SCM Group) | WinCut | *.scm (по умолчанию) | |
| Felder | для пильных центров | *.may | |
| Felder | для форматно-раскроечныхстанков | *. | |
| Filato NP | CutSaw | *.csv | |
| Filato EP | StarCut | *.cut | |
| Filato HP | WoodCutOpt | *.xml | |
| Gabbiani (SCM Group) | WinCut | *.scm (по умолчанию) | |
| Griggio | iLENIA | *.nps | |
| HOLZ-HER | HOLZ-HER | *.ncr | |
| Holzma (HOMAG Group) | Для работы необходимпостпроцессор HolzLinkфирмы HOMAG Group | *.ptx | |
| KDT | KDT PreSize | *.txt | |
| KDT | для форматно-раскроечных станков | *.xml | |
| MacMazza | – | *.pro | |
| Martin | Martin | *.mrt | |
| Paoloni | – | *.txt | |
| Schelling | – | *.ncl, *.ncp | |
| SCM (SCM Group) | WinCut | *.scm (по умолчанию) | |
| SCM (SCM Group) | MaestroCut | *.xPrg | |
| Selco (BIESSE Group) до 2000 г. | NC | *. | |
| Selco (BIESSE Group) после 2000 г. | Для работы необходимпостпроцессор XML-Linkфирмы Biesse Group | *.xml | |
| TorkMakine | *.csv | ||
| ZaiTec | ZaiTec | *.txt | |
| – | Симулятор | *.sim | |
| – | технология Nesting | *.b3d |
Уменьшение времени раскроя
Даже при раскрое материала для сравнительно небольшого мебельного изделия возможное количество вариантов карт раскроя будет весьма значительным. Выбор оптимального среди них потребует времени. При увеличении количества раскраиваемых заготовок это время будет расти в геометрической прогрессии. Далеко не всегда у специалиста есть возможность длительного ожидания результата, поскольку экономия времени — это не менее важный фактор конкурентоспособности предприятия, чем экономия материалов.
Для обеспечения возможности выбора между временем формирования карт раскроя и количеством рассматриваемых вариантов размещения заготовок в модуле БАЗИСРаскрой введено специальное понятие «регулируемая глубина оптимизации». Соответствующий движок (рис. 2) позволяет управлять количеством вариантов карт раскроя, которые формируются для выбора лучшего по совокупности критериев. Значение данного параметра часто не оказывает явного влияния на качество раскроя, однако его уменьшение может существенно сократить время раскроя. Как показывает практика работы мебельных предприятий, с течением времени каждый технолог экспериментально подбирает оптимальную для своей работы глубину оптимизации.
Рис. 2. Настройка глубины оптимизации
Дополнительно оптимизировать карты раскроя можно, если в задании на раскрой есть заготовки, для которых направление текстурного рисунка на поверхности несущественно, например планки для обеспечения жесткости конструкции, устанавливаемые у задней стенки шкафа.
Еще одной возможностью сокращения времени раскроя за счет уменьшения количества резов является разрешение изменения их направления внутри полосы. На рис. 3 показан фрагмент карты раскроя одних и тех же заготовок для неизменных направлений резов (рис. 3а) и с возможностью их изменения (рис. 3б). На них видно, что в первом случае все резы полосы поперечные, а во втором — и поперечные и продольные. В результате при разрешении изменения направления резов их количество уменьшилось с 28 до 21. Однако при использовании данной опции необходимо иметь в виду, что уменьшение количества резов может привести к увеличению количества поворотов полосы.
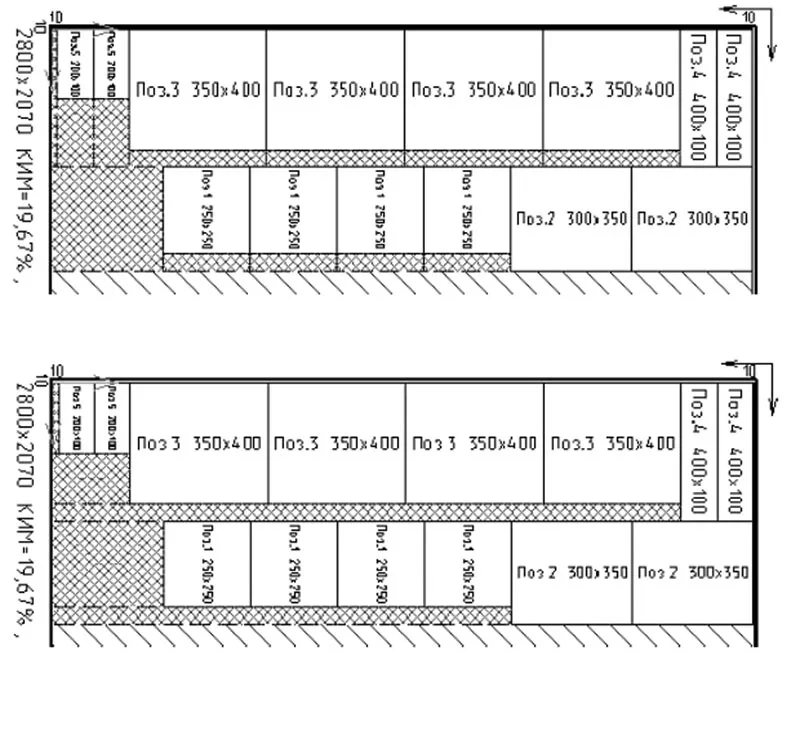
Рис. 3. Карта раскроя с неизменным (а) и изменяемым (б) направлением резов
Выкройка лифа
Выкройка основы лифа может быть выполнена по французскому методу. Как начать работу:
- Снять мерки с модели. Это длина от спины до талии. А также переда до талии. Высота и центр груди.
- Необходима длина плеча и обхват груди. Далее измеряется обхват шеи италии.
- Выполнить построение лифа.
Середина спинки, вертикальная левая линия равны мерке длины спины до талии. Середина полоски равняется длине переда до талии. Ширина спинки будет как обхват груди поделенный на 4 −1. Ширина переда равняется обхвату груди поделенному на 4 + 1.
Вариант выкройки лифа для платья
Чтобы вычислить глубину выреза горловины спины, необходимо обхват шеи поделить на 16. Если поделить его на 6, можно получить ширину горловин спинки и полочки. Глубина горловины полочки равна ширине горловина + 2.
По линии плеча отмечают угол в 18 градусов и 26 для переда. Чертят плечевые линии. Чтобы получить нижнюю точку проймы, длину от спины до талии делят на 2 и добавляют 1.
Понадобится лекало с отметкой градусов
Опорная точка для построения проймы равняется длине спины до талии — длина спины до проймы — глубина горловины спины деланные на 3 и + 1. Чтобы найти центр вытачки, откладывают сверху высоту груди и в сторону половину центра груди. Раствор вытачки = 1/20 обхвата. Талиевые вытачки равняются обхвату груди — обхват талии.
Перенос грудной вытачки
Чтобы самостоятельно сшить первую одежду, необходимо ознакомиться с теорией выкройки и шитья. Рекомендуется сначала ознакомиться с процессом создания простых юбок, платьев. Возможно, постельного белья и штор. Один из важных этапов в работе швеи — снятие параметров. Чтобы облегчить процесс, пользуются системой 10 мерок.
Как сделать лекало для шитья самостоятельно
В курсах кройки и шитья от мастеров для начинающих разбирают тему необходимости лекала. А также рассказывают, как его сделать в домашних условиях. Сначала нужно понять, что это, и зачем приспособление нужно начинающей швее.
Лекало для шитья, выполненное своими руками или купленное, необходимо для построения чертежа на ткани. Криволинейные лекала облегчают работу портных. Только опытные специалисты могут от руки начертить замысловатую выкройку. У новичков глаз не наметан. На начальном этапе рекомендуется завести дома овальное как капля лекало, а также длинное, как сабля.
Капелька помогает оформлять плечевые стыки. Сабля предназначена для проведения плавных линий боковых швов. Есть также французское лекало, оно подходит всем.
Набор лекало
Как сделать лекало:
Скачать файл для распечатки. Легко найти в интернете. Можно сначала выбрать два основных вида.
Распечатать в масштабе 100%
Важно, чтобы изображение было качественным, а отметки были четко видны.
Вырезать по форме. Наклеить бумагу на плотный картон
Если есть возможность вырезать форму из фанеры — хорошо. Лекала используют не одноразово.
Важно! Один из вариантов первой работы на швейной машинке — постельное белье. Работа с лекалом
Работа с лекалом
Эффективная программа раскроя материала: удобно и практично
Сегодня мы предлагаем универсального безотказного автоРаскладчика, в 99% случаев превосходящего опытного специалиста.
- Среднее время расчета раскладки 3-10 минут.
- Среднее снижение расхода материала 1-5%.
- Средний срок окупаемости — 3-6 месяцев.
Преимущество перед западными аналогами (США, Германия, Бразилия) в том, что в системе проектирования одежды АССОЛЬ результат адаптирован не только для автоматизированных программ раскроя материала, но и для ручного раскроя, при этом можно задать более широкий спектр технологических ограничений.
ВИДЕО, рассказывающее о некоторых полезных возможностях Оптимальной Автоматической Раскладки АССОЛЬ:
БУКЛЕТ с примерами «НАЙМИТЕ НА РАБОТУ ИДЕАЛЬНОГО РАСКЛАДЧИКА».
Оптимальная Автоматическая раскладка OPTiPACK (версия для ОДЕЖДЫ)
Модуль «Автораскладка OPTiPACK» отслеживает все ограничения и технологические условия раскроя (рисунок, ворс, зазоры между лекалами и пр.).
- Поддерживаются режимы настилания: «в сгиб», «на трубке». Поддерживается режим «интеллектуальные зазоры», обеспечивающий удобство ручного раскроя деталей сложной конфигурации.
- Поддерживается режим создания секционных раскладок с формированием отчета по каждой секции. Учитывается разнооттеночность полотна. Отслеживаются положения конкретных лекал: «в центре» «у кромки» и т. п.
- Поддерживается режим раскладки с учетом дублирования заданных групп лекал.
Специальные возможности для раскроя трикотажных полотен:
- Возможность перегиба несимметричных деталей.
- Возможность расположения деталей с перегибом по поперечному сгибу настила.
- Учет неровной кромки.
Функция «Уплотнение готовых раскладок» позволяет быстро (меньше минуты) получать рабочую раскладку при небольших(1-5 см) изменениях ширины ткани или подмене комплектов модели.
Включает все средства интерактивной (ручной и полуавтоматической) раскладки лекал.
Может подключаться к наиболее распространенным швейным программам раскроя.
Поддерживает ISO и HPGL форматы данных для вывода раскладок на автоматизированный раскройный комплекс, плоттер или каттер.
Оптимальная Автоматическая раскладка OPTiPACK (версия для КОРСЕТНЫХ ИЗДЕЛИЙ)
В модифицированном программном модуле используется авторский алгоритм блочной упаковки лекал корсетных изделий, включающий элементы искусственного интеллекта. По сравнению с версией для одежды дает дополнительную экономию материала 1-5%.
Планировщик раскладок (дополнение к модулю Автораскладка OPTiPACK)
Модуль «Планировщик раскладок» формирует очередь раскладок для автоматического просчета в соответствие с заданными приоритетами — в ночное время или днем в фоновом режиме.
Позволяет автоматически генерировать наборы раскладок, включающих различные комбинации моделей и размеров, при этом специалист может задавать ограничения на диапазон длин и/или общее количество комплектов при автоматической генерации наборов раскладок.
Содержит ряд команд для удобства оперирования наборами (списками) заданий на раскладку:
- Изменение приоритета раскладок.
- Создание копии выделенного набора раскладок для изменения параметров (ширина, рисунок материала, зазор, поворот на малые углы, секционность и пр.).
- Объединение раскладок.
Сохраняет полученные результаты, включая время расчета раскладок, в виде отчета.
Раскладка лекал интерактивная
Модуль обеспечивает раскладку лекал в ручном режиме (с участием человека-оператора).
Более подробно — смотрите в разделе ДЕМО.
Программа раскроя листовых материалов

BestCut 2.62d
Программа позволяет получать оптимальные карты раскроя листовых материалов на прямоугольные детали с учетом особенностей обработки ДСП и применяемого оборудования.

Программа Cutting 2 portable
Программы семейства CUTTING предназначены для оптимального раскроя материала на прямоугольные или линейные детали. Программы могут быть использованы в деревообрабатывающем производстве, производстве мебели, рубки металла, резки стекла и т.д.
Небольшая по размеру, но весьма функциональная программа, позволяющая составлять и редактировать карты раскроя для листовых материалов (ДСП, ЛДСП, МДФ, фанеры и пр.) с размещением по листам до 500 наименований разных деталей. Также программа позволяет отмечать в спецификации кромкование торцов, сохранять и распечатывать задания на раскрой и кромкование, результаты расчетов. Есть статистика подсчета расхода материала, длины реза пилы и расхода кромки. Специальной установки на компьютер для программы Каттинг не требуется, она работает даже с флеш-карты.
Программы семейства CUTTING предназначены для оптимального раскроя материала на прямоугольные или линейные детали. Программы могут быть использованы в деревообрабатывающем производстве, производстве мебели, рубки металла, резки стекла и т.д. В основу программ положен уникальный, высокоскоростной алгоритм, позволяющий быстро произвести раскрой с минимальными отходами.
При разработке алгоритмической части программ основным критерием выбран принцип минимизации отходов, а при разработке интерфейсной части автор стремился сделать программы простыми и удобными в каждодневном пользовании. Программы функционируют в среде операционных систем Windows 98/ME/2000/NT/XP/Server 2003/Vista/7/8/8.1.
Современный дизайн.
• Многочисленные настройки.
• Импорт и экспорт.
• И много других передовых нововведений в новом профессиональном программной продукте Cutting 3.
Программа оптимального раскроя линейных заготовок Cutting Line
Описание: Программа CUTTING предназначена для оптимального раскроя материала на линейные детали. Программа могут быть использованы в деревообрабатывающем производстве, производстве мебели, рубки металла, резки стекла и т.д. В основу программ положен уникальный, высокоскоростной алгоритм, позволяющий быстро произвести раскрой с минимальными отходами.
При разработке алгоритмической части программ основным критерием выбран принцип минимизации отходов, а при разработке интерфейсной части автор стремился сделать программы простыми и удобными в каждодневном пользовании.
Программа Астра Раскрой
Описание:
Программа Астра Раскрой предназначена для оптимизации раскроя листовых материалов — древесностружечных плит-ДСП, ДВП, фанеры, металла, стекла и пластиков. Простые и понятные инструменты программы позволяют:
* Быстро создать заказ.
* Автоматически раскроить заказ.
* Быстро и точно отредактировать карты раскроя.
* Рассчитать, сохранить и использовать мерные остатки.
* Получить и распечатать техническую документацию в полном объеме.
* Рассчитать стоимость заказа и распечатать счет-фактуру.
Доп. информация:
Это версия портативная — установка не нужна, все готово для работу.

Базис-Мебельщик — основной модуль системы БАЗИС. Он предназначен для создания изделий корпусной мебели любой сложности, с возможностью автоматического получения полного комплекта чертежей и спецификации. Применение модуля Базис-Мебельщик позволяет сократить время проектирования и технологической подготовки производства изделий в 10-15 раз по сравнению с ручной работой при значительном сокращении количества субъективных ошибок.
Базис-Раскрой — Уникальная современная программа, сочетающая в себе наглядный и понятный интерфейс с мощными математическими алгоритмами оптимального раскроя. Базис-Раскрой позволяет получить существенную экономию материалов и времени изготовления изделий за счет формирования карт раскроя, в максимальной степени учитывающих технологические и организационные производства.
Цены на отбойную доску из ЛДСП
|
Длинна (мм) |
Кромка |
Ширина (мм) |
Цена за 1 шт./м.п. |
Цена за 1 шт./м.п. |
Цена за 1 шт./м.п. |
Цена за 1 шт./м.п. |
|
2730 |
0,4 + 0,4 |
160 |
468 р./171 р. |
436 р./160 р. |
405 р./148 р. |
336 р./123 р. |
|
2730 |
0,4 + 2мм |
160 |
540 р./198 р. |
493 р./181 р. |
468 р./171 р. |
414 р./152 р. |
|
2730 |
0,4 + 0,4 |
195 |
537 р./197 р. |
490 р./179 р. |
465 р./170 р. |
383 р./140 р |
|
2730 |
0,4 + 2мм |
195 |
612 р./224 р. |
556 р./204 р. |
527 р./193 р. |
468 р./171 р. |
|
2730 |
0,4 + 0,4 |
250 |
634 р./232 р. |
578 р./212 р. |
549 р./201 р. |
462 р./169 р. |
|
2730 |
0,4 + 2мм |
250 |
706 р./259 р. |
644 р./236 р. |
612 р./224 р. |
543 р/199 р. |
|
2730 |
0,4 + 0,4 |
295 |
706 р./259 р. |
644 р./236 р. |
612 р./224 р. |
518 р./190 р. |
|
2730 |
0,4 + 2мм |
295 |
779 р./285 р. |
706 р./259 р. |
675 р./247 р. |
597 р./219 р. |
|
2730 |
0,4 + 0,4 |
355 |
823 р./301 р. |
747 р./274 р. |
710 р./260 р. |
593 р./217 р. |
|
2730 |
0,4 + 2мм |
355 |
895 р./328 р. |
813 р./298 р. |
775 р./284 р. |
675 р./247 р. |
|
2730 |
0,4 + 0,4 |
445 |
976 р./358 р. |
888 р./325 р. |
848 р./311 р. |
703 р./258 р. |
|
2730 |
0,4 + 2мм |
445 |
1005 р./368 р. |
917 р./336 р. |
910 р./334 р. |
785 р./288 р. |
Примечание:
При оклейке торцов кромкой 0,4 мм цена +6%
При распиле размера 2730 в Ваш размер цена +10%
Отбойная доска изготовляется из ламинированного ДСП толщиной 16мм, Российского производства, из представленных цветов.
При изготовлении отбойной доски из ЛДСП немецкого производства (Egger), стоимость увеличивается на 30% – 50%, в зависимости от цвета.
Прайс лист на огнестойкую отбойную доску, негорючую отбойную доску.
|
Длинна (мм) |
Толщина |
Ширина (мм) |
Цена за 1 шт./м.п. |
|
2980 |
10 мм |
165 |
2 080 руб. / 698 руб. |
|
2980 |
10 мм |
195 |
2 468 руб. / 828 руб. |
|
2980 |
10 мм |
290 |
3 653 руб. / 1 226 руб. |
|
2980 |
10 мм |
390 |
4 911 руб. / 1 648 руб. |
Прайс лист на отбойную доску из МДФ с пленочным покрытием
|
Длинна (мм) |
Толщина |
Ширина (мм) |
Цена за 1 шт./м.п. |
|
2400 |
10 мм |
195 |
1096 р. / 457 р. |
|
2400 |
10 мм |
248 |
1409 р. / 587 р. |
|
2400 |
10 мм |
295 |
1643 р. / 685 р. |
|
2400 |
16 мм |
195 |
1356 р. / 565 р. |
|
2400 |
16 мм |
248 |
1742 р. / 726 р. |
|
2400 |
16 мм |
295 |
2033 р. / 847 р. |
Цены на Шпонированную отбойную доску – ” ШПОН “
| Ширина доски | Длина доски | Оптимальная партия | Цена за шт. | Цена с лаком |
|---|---|---|---|---|
| 195 мм | 2400 мм | 50 м.п. | 1 883руб. | 3 373руб |
| 220 мм | 2400 мм | 50 м.п. |
2 127руб. |
3 810 руб. |
| 250 мм | 2400 мм | 50 м.п. | 2 418руб. | 4 330 руб. |
| 295 мм | 2400 мм | 50 м.п. | 2 850руб. | 5 104 руб. |
| 350 мм | 2400 мм | 50 м.п. | 3 384руб. | 6 060 руб. |
| 400 мм | 2400 мм | 50 м.п. | 3 866руб. | 6 923 руб. |
Срок изготовления шпонированной отбойной доски без лакирования примерно составляет от 4 до 6 рабочих дней, с покрытием матовым лаком примерно составяет от 8 до 10 рабочих дней.
- Дополнительные работы для доски из шпонированного ДСП:
- Упаковка в стрейч-пленку + 50руб./ кв.м. (для нелакированных заготовок)
- Упаковка в воздушно-пузырч.пленку +100 руб./ кв.м. (для лакированных деталей)
- Лакирование матовым лаком по рекомендованной схеме “2 грунта + 2 лака”+ 2800 руб./кв..м.
- Дополнительные шпоновые кромки по коротким сторонам + 50руб./ м.п.
- Для других параметров отбойной доски(вид шпона, ширина, тип лакирования, метраж партии) -уточняйте стоимость у наших менеджеров!
Цены на Пластиковую отбойную доску – ” ПВХ “
| Наименование | Размеры | Стоимость от 1 м.п | Стоимость от 500 м.п |
|---|---|---|---|
| Отбойная доска ПВХ | 160 х 15 х 3000 мм | 700 руб. / м.п | 500 руб. / м.п |
| Торцевой элемент (заглушка) | 160 х 10 х 15 мм | 350 руб. / шт. | 330 руб. / шт. |
| Угол внешний | 160 х 30 х 30 мм | 400 руб. / шт. | 380 руб. шт. |
Цены на Пластиковую отбойную доску на алюминиевом каркасе
| Наименование | Размеры | Стоимость от 1 м.п | Стоимость от 500 м.п |
|---|---|---|---|
| Отбойная доска ПВХ | 160 х 15 х 3000 мм | 700 руб. / м.п | 500 руб. / м.п |
| Торцевой элемент (заглушка) | 160 х 10 х 15 мм | 350 руб. / шт. | 330 руб. / шт. |
| Угол внешний | 160 х 30 х 30 мм | 400 руб. / шт. | 380 руб. шт. |
Программирование обработки
После того, как детали размещены на листе, программируется обработка. В простейшем случае достаточно последовательно указать обрабатываемые контуры деталей. Программа строит траекторию движения инструмента с учетом необходимых поправок, формирует подходы, отходы и вспомогательные перемещения инструмента, команды включения и выключения резака, подачи, коррекции и т.д.
Подход и отход. Предусмотрена возможность разнообразной настройки способов подхода к обрабатываемому контуру (по прямой, по дуге, по нормали, по касательной и т.п.), выбора точки подхода (автоматически или явно) и режимов работы резака на различных стадиях обработки.
Перемычки. На контуре детали могут быть выделены непрорезаемые участки — перемычки. При построении траектории программа автоматически формирует в таких местах команды включения и выключения резака и встраивает участки подхода и отхода.
Мостики между деталями позволяют обрабатывать несколько деталей без выключения резака. Задание точек перехода траектории от одной детали к другой производится после размещения деталей и учитывается при построении окончательной траектории резака.
Петли обеспечивают качественную обработку углов деталей и могут быть назначены для любого угла.
Назначенная обработка. Для упрощения работы обработка деталей может быть запрограммирована на предварительном этапе с тем, чтобы не повторять одни и те же действия для многократного включения элементов в раскрой.
Обработка вручную. Для нестандартных случаев существует возможность построения траектории и задания технологических команд в явном виде.
Подпрограммы обеспечивают структурирование получаемой управляющей программы и позволяют уменьшить объём формируемого текста.
Обработка деталей совмещенным резом. Пары деталей, размещенные на листе на расстоянии ширины реза, могут быть обработаны единым резом без выключения резака. При обработке отдельных деталей достаточно указать контур детали, которая будет обрабатываться первой.
Предварительная пробивка. При обработке листов большой толщины может потребоваться сначала пробить отвертсия в листе, а затем выполнить основную обработку. Для подобной предварительной обработки листа может использоваться либо отдельный резак, либо сверло. Программа позволяет выполнить обработку с предварительной пробивкой отверстий. Предусмотрена возможность задания различных способов предварительной пробивки.
Позиционирование над материалом. В некоторых случаях необходимо при переходе от контура к контуру перемещать резак, минуя отделённые от листа детали и отходы. Эта функция необходима при резке поролона. Иногда она требуется при термической резке для предотвращения столкновения резака с вырезанными деталями и отходами. Программа обеспечивает возможность такого позиционирования с учётом заданного расстояния до детали и до края листа.
Преимущества программы Астра Раскрой
Подготовка проектной документации и проведение вручную занимает много времени и требует учета множества факторов. Программа Астра Раскрой выполняет данную работу значительно быстрее и высочайшей эффективностью. Этот продукт специально разрабатывался для мебельного производства, однако данной сферой его возможности не ограничиваются.
Программа Астра Раскрой дает возможность производить раскрой погонажных изделий, листов гипсокартона и панелей ПВХ в строительных и производственных компаниях. Одной из основных функций программы является формирование файла с разметкой для комплекта деталей, которые, в свою очередь, состоят из нескольких элементов.
Программа для раскроя мебели, кроме того, снабжена значительным количеством справочных материалов по способам обработки материалов, особенно кромок. Ко всему прочему имеется модуль с расценками на основные виды работ, что облегчает ведение бухгалтерских расчетов и определение себестоимости изделий.
Распространенные ошибки
Основные типы ошибок при раскрое металла можно разделить на расчетные и технологические. Первые появляются при неправильном формировании схемы порезки, не учитываются размеры деталей, порядок их расположения на листе. Минимизировать эти неточности можно с помощью программ по раскрою. В платных версиях возможна организация потокового производства, в расчет берутся деловые остатки после предыдущих раскроев.
Примеры технологических ошибок для различных видов резки металла:
- Плазменная резка. Неправильный режим работы приведет к формированию дефектов. Дополнительно будет сильный износ сопла, последствия – растяжение дуги, расширение реза.
- Лазерная обработка. Быстрый проход луча может стать причиной появления грата – затвердевание наплывов на кромке. Обязательна настройка направляющей рамы, ее износ влияет на точность реза.
- Механический раскрой. Частая причина искривления края – затупившаяся кромка диска, гильотины или полотна. Также для механической обработки важна фиксация листа.
Для оптимизации процесса и получения качественных заготовок можно использовать несколько технологий раскроя. Это актуально для изготовления сложных по форме изделий или для организации постоянного потокового производства. Главное преимущество такого подхода – уменьшение отходов, что положительно сказывается на себестоимости продукции.
Разделка кромок под сварку
Разделка кромок под сварку может производиться на машинах термической резки, оснащенных трехрезаковыми блоками. В программе предусмотрена возможность обработки деталей как с постоянными, так и с переменными фасками. Постоянная фаска характеризуется постоянством лицевых и тыловых углов и высот по всей длине. Переменная фаска характеризуется равномерным изменением угла и высоты по длине. Программа автоматически встраивает в траекторию движения резака специальные участки — окна вреза в местах включения боковых резаков и петли разворота резаков, которые обеспечивают правильную ориентацию боковых резаков и соблюдение необходимых условий обработки. Положение окон вреза может быть изменено с помощью графического редактора.
Для чего нужен раскройный стол?
Раскройный стол – это стол, который используется для раскроя листовых материалов, таких как фанера, ДВП, ДСП, металлические листы, текстильные материалы и др.
Основное назначение раскройного стола – это размещение листового материала для его раскроя на нужные размеры. Раскройный стол обеспечивает ровную и гладкую поверхность для раскроя, что позволяет получать высококачественные детали. Кроме того, раскройный стол может быть оснащен специальными инструментами, такими как направляющие, роликовые столы, линейки и др., которые помогают обеспечить точность и качество раскроя.
Раскройный стол широко используется в различных отраслях промышленности, таких как мебельное производство, производство окон и дверей, текстильное производство, металлообработка и другие. Он также может использоваться в домашних условиях для раскроя листовых материалов при выполнении ремонтных работ или создании различных изделий своими руками.