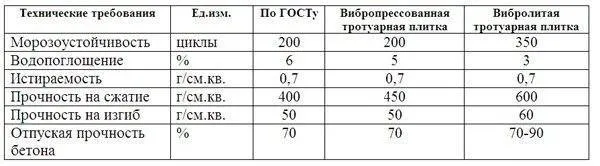
Вибропрессованная или вибролитая брусчатка – какая лучше
Вибролитьё
Возможно, вибролитевая тротуарная плитка является оптимальным образцом ландшафтного покрытия, которое, наверное, превосходит традиционные варианты, такие как асфальт, по всем характеристикам. Процесс производства вибролитой плитки достаточно прост, однако требует использования высококачественного оборудования. Важно отметить ключевой элемент — «состав тротуарной плитки».
- приготовление бетона – смешивание цемента с водой;
- заполнение бетонной смесью плиточных форм;
- помещение форм на виброплатформу;
- набор первичной прочности после вибрирования в течение 48 часов.
Такая плитка, изготовленная и уложенная в соответствии с технологическими требованиями, прослужит без дополнительного обслуживания и ремонта более 10 лет. Главное в этом деле — надежное основание и правильно установленный тротуарный бордюр, который зафиксирует покрытие.
Также вибролитые блоки для покрытия можно изготовить самостоятельно, однако это потребует немалых усилий: приобрести сырье и инструмент, подготовить вибрационную платформу, а затем выполнить все этапы производства. Если вы желаете этим заняться — рекомендуем в первую очередь узнать, как сделать вибростол для тротуарной плитки.

Для производства используется цемент – 100% натуральный компонент, смесь тонко измельченного клинкера и гипса. Клинкер получается методом обжига смеси известняка и глины, поэтому плитка, изготовленная из него – по сути, экологичный искусственный камень, очень похожий на природный.
Вибролитьевые изделия дают широкие дизайнерские возможности благодаря следующим качествам:
- может изготавливаться как имитация натурального камня, кирпича и других материалов;
- ничем не ограниченное количество цветов;
- разнообразие форм, цвета и текстур позволяет выкладывать невероятные узоры, орнаменты и настоящие художественные полотна, вплоть до градиентных.
Вибропрессовка
Вибропрессованная тротуарная плитка чрезвычайно прочна. Идентичность состава бетона, приготовленного в разное время (подготовка бетонной смеси по заранее созданному рецепту полностью компьютеризирована), способствует очень высокому уровню повторяемости качества готовой продукции. В состав бетона входят:
- особо чистый просеянный песок;
- цемент марки не ниже М400;
- щебень мелкой фракции;
- красящий пигмент;
- вода.

Для особых условий эксплуатации могут добавляться: пластификаторы, модификаторы, гидрофобные присадки.
Заводская технология изготовления вибропрессованных изделий обеспечивает точные размеры и приводит к тому, что брусчатка в несколько раз прочнее стандартного монолитного бетона. Такой материал может выдерживать десятилетия жесткой эксплуатации.
Тротуарная плитка вибропрессованная и вибролитая — сравнение характеристик
При выборе плитки потребитель сравнивает все характеристики — покрытие должно прослужить по-возможности не один десяток лет, быть безопасным, удобным в эксплуатации и конечно же сохранять как можно дольше привлекательный эстетичный вид.
Рассмотрим по-отдельности основные характеристики, которые сравнивают при выборе одного из двух вариантов покрытия.
Формы и геометрия

При выборе подходящей плитки потребитель опирается на детали проекта площадки или дорожки, которую будут выкладывать тротуарной плиткой.
Что касается размеров, то для вибролитой плитки практически невозможно добиться точного совпадения по толщине в пределах одной партии отливок — издержки применения ручного труда. Такие элементы покрытия крайне неудобно укладывать — сложно получить плоскую поверхность без перепадов по высоте.
Совершенно противоположная ситуация с вибропрессованием — автоматизация процесса позволяет производить плитку с точным соблюдением размеров.
Толщину как правило выбирают в зависимости от предполагаемой нагрузки на дорожное полотно, чаще всего это 20 мм, 40 мм, 60 мм, 80 мм.
Вибролитьевой процесс заметно выигрывает с точки зрения возможности получения элементов покрытия самых разнообразных форм — ромба, квадрата, волны, клевера, кирпичика, мозаики, а еще молоток, ретро, чешуя, ромашка, и многие другие.
Структура

Различие структуры двух видов материала обусловлено технологическими особенностями производства:
- Вибролитая: неоднородность (похожая на текстуру) вызывает отслоения от основы в процессе эксплуатации плитки.
- Вибропрессованная: мелкопористый по всему объему однородный материал с большой прочностью и низким риском появления сколов и трещин.
Цвет и внешний вид
Цвет покрытия зависит от применяемого пигмента и может быть самым разнообразным, глубина цвета и оттенки зависят от сочетания пигментов и дозировки. В результате можно получить всю цветовую гамму — от белого до черного.
Вибропрессованная и вибролитая плитка несколько отличаются внешне:
- Вибролитая — гладкая блестящая поверхность, яркие оттенки и узоры со временем «выцветают» .
- Вибропрессованная — матовая плотная шероховатая поверхность искусственного камня, приглушенные тона не зависят от погоды и времени.
Морозостойкость, прочность и срок службы

Долговечность — важнейший фактор при выборе материала покрытия. Накоплена статистика по результатам многолетней эксплуатации двух видов тротуарной плитки:
- Вибролитая. Из-за низкой морозоустойчивости, невысокой прочности и быстрой истираемости материала на поверхности плитки появляются сколы, трещины и отслоения. При заявленном производителями сроке службы до 10 лет плитка сохраняет первоначальный вид 1-2 года, а через 5 лет уже потребует замены.
- Вибропрессованная. Высокая устойчивость ко всем видам воздействия окружающей среды (перепады температур, осадки, химические реагенты) и повышенная прочность искусственного камня дают возможность до 10 лет активно эксплуатировать плитку даже под нагрузкой грузового автотранспорта. Производители же дают гарантию до 25 лет, что вполне реально.
Размер и вес вибропрессованной плитки
Казалось бы, вопрос сколько весит тротуарная плитка не должен сильно беспокоить заказчика, который хочет увидеть на своём приусадебном участке дорожку или площадку. Но на деле каждый, кто знает о тонкостях укладки в курсе, что от показателя веса зависит слишком много, чтобы это игнорировать.
Таблица размера и веса:
| Название | Размеры, мм | Вес, шт./кг |
| Брусчатка | 5,3 | |
| Кирпичик | 2.6 | |
| Брусчатка | 5,0 | |
| 12,0 | ||
| Квадрат | 21,0 | |
| Квадрат | 38,0 | |
| Квадрат | 34 | |
| 8 кирпичей | 18.3 | |
| Тучка, паркет, волна узор | 4,8 | |
| Катушка | 3.3 | |
| Волна | 4,0 | |
| Старый город | ||
| Газонная решетка | 27,0 | |
| Бордюр тротуарный | 15.4 |
Вибропрессованная плитка имеет следующие особенности:
- Поверхность изделия получается пористой, но и такое неидеально ровное покрытие находит свое применение в современном благоустройстве участка;
- Благодаря этому способу можно получать большое количество плитки, не нужно ждать несколько суток до застывания;
- Низкий процент влаги в используемом порошке позволяет уменьшить расход материала и повысить прочность готового изделия;
- Вибропрессованная плитка от производителя является доступным и качественным покрытием.
Заключения
Вибропрессованная плитка прочнее вибролитой по всем показателям, но и цена её заметно выше, оборудование для производства дороже, а процесс производства сложнее и дольше.

Если для вибролитой плитки можно довольно быстро изготовить любую форму, например, из пластика и придать практически любой цвет, то для вибропрессованных пресс придётся адаптировать под каждую новую форму, которую придётся делать из металла, да и придать цвет изделию сложнее.
Вибролитье как метод производства тротуарной плитки
Краткое описание всего технологического производства брусчатки вибролитьевым способом можно свести к следующему:
- В закрытом миксере готовят бетонную смесь из песка, щебня, цемента, пластификаторов, воды и пигмента при необходимости.
- На специальном вибростоле размещают эластичные литьевые формы, внутреннюю поверхность их смазывают машинным маслом.
- Готовую смесь вручную разливают в формы и включают вибростол на 5-10 минут для утрамбовки отливки и освобождения материала от пузырьков.
- Заготовки снимают с вибростола и помещают в закрытое от прямых лучей теплое помещение на 1 сутки для твердения состава.
- Готовую продукцию извлекают из форм — их уже можно хранить на поддонах в обычных складских условиях и даже на открытом воздухе.
Таким несложным способом получают тротуарную плитку различной конфигурации, оттенков, размеров и толщины.
Плюсы и минусы плитки, полученной методом вибролитья
Главное преимущество технологического процесса — его простота и экономическая целесообразность производства продукта. Сама же тротуарная плитка полученная способом вибролитья в ряду подобных товаров на рынке материалов для дорожного покрытия имеет ряд преимуществ:
- Ассортимент определяется наличием разнообразных форм и добавками пигментов различных оттенков.
- Высокие прочностные характеристики и морозостойкость отливки за счет применения специальных добавок.
- Гладкая глянцевая поверхность отливки без шероховатостей и пор — такую плитку легко поддерживать в чистоте.
- Самая низкая себестоимость вибролитой плитки среди всех типов брусчатки.
- Несложная технология укладки и высокие показатели ремонтопригодности — в случае необходимости участок тротуара можно разобрать и затем уложить обратно.
Такое покрытие отлично подходит для обустройства пешеходных дорожек с умеренной нагрузкой в индивидуальном строительстве, для благоустройства придомовой территории, для решения задач ландшафтного дизайна.
- При ручном способе изготовления продукта существует риск «человеческого фактора» — вероятность ошибки в составлении смеси или иного нарушения технологии. Это может стать причиной появления дефектов, в том числе и скрытых, которые проявляются в течение эксплуатации.
- Ручное изготовление продукции означает производство небольших партий товара, чаще всего — на заказ.
- Красивая гладкая поверхность в сырую погоду или в осенне-зимний период становится скользкой и травмоопасной.
Все недостатки плитки кажутся не такими уж существенными на фоне преимуществ.
Технология изготовления вибролитьём
Для производства готового изделия требуется подготовить все инструменты и смеси. Перед заливкой бетона в формы их смазывают раствором для улучшения распалубки (извлечение плитки из формы). Используются готовые составы или аналог из 50 грамм машинного масла и 1500 грамм воды.
Заменитель нужно долго и тщательно вымешать, так как обе жидкости имеют разную плотность. Если раствор будет слишком жирным, то в плитке появятся большие поры, которые похожи на ракушник. Состав с малым количеством масла не даст нормально произвести распалубку. Сами формы используются нескольких видов:
Пластиковая. Контейнер любой формы, который можно приобрести в магазине или заменить любой аналогичной ёмкостью.
Силиконовая (резиновая). Пластичный и гибкий аналог формы для создания плитки. С их помощью можно копировать рисунок готового покрытия. Для этого предоставлен выбор готовых силиконовых смесей.
Силиконовая форма Источник i.ebayimg.com
Деревянные. Их изготавливают из устойчивой к влаге фанеры. Её кладут на дно и делают опалубку из брусков, которые соединяют саморезами или металлическими уголками с шурупами. Предназначены такие формы только для простых фигур.
Деревянная форма Источник beton-house.com
Металлические. Для их создания требуется сварочный аппарат. Такие формы самые крепкие и долговечные, но имеют большой вес, а также требуют много времени и ресурсов на сборку.

Металлическая форма Источник moidachi.ru
Покупка качественной вибропрессованной плитки
При выборе плитки нужно учитывать несколько важных нюансов. Так, для мощения участков, которые будут испытывать постоянные нагрузки, лучше выбирать вибропрессованную плитку, которая с легкостью выдержит воздействие. Выбрать качественный материал поможет знание нескольких правил.

От чего зависит качество будущего тротуара
Качество покрытия тротуара или садовой дорожки также будет зависеть от правильности укладки плитки, надлежащей подготовки основания, соблюдения технологии мощения. Правильно сделанный и уложенный материал прослужит десятилетия – так, настеленная когда-то в Москве брусчатка служит до сих пор, а материал и не думает разрушаться. И если укладка плитки – процесс, на который можно повлиять, то покупка некачественного материала может привести к быстрому разрушению слоя, в связи с чем данному вопросу стоит уделить больше внимания.

Почему плитка может быть негодной:
- Использование дешевых красителей, окраска плитки после производства – довольно быстро тротуар потеряет свою внешнюю привлекательность, так как слой краски сотрется неравномерно и в этих местах проявится серый бетон
- Плитка слишком яркого цвета – обычно это результат переусердствования с красителями, из-за чего материал может быть менее прочным
- Переизбыток воды в составе – тогда изделие получается хрупким, нестойким к износу, морозу, солнцу
Критерии выбора
Что же касается качества материала, то тут есть некоторые нюансы.

Как выбрать качественную плитку:
- Слои прессования – может быть один слой или два: двуслойная плитка предполагает наличие первого, более грубого и надежного, слоя из диабазового или гранитного щебня, а также второго декоративного, гладкого и ударопрочного, износостойкого. Однослойная плитка менее красивая и прочная.
- Внешний вид изделия – не должно быть трещин, раковин, непроформовок, скопления зерен материала и т.д. Плитка из плотного и прочного бетона предполагает сплошную равномерную структуру.
- Цвет – должен быть также равномерным и стойким. Если через сутки после воздействия воды на материал бетон все еще темный и сам камень мокрый – материал слишком пористый, с низкой плотностью, будет непрочным.
- Вертикальные полосы на торце и по бокам – говорят об оптимальной влажности бетонного раствора и долговечности камня.
- Наличие сложноустранимого руста по верхней грани, утолщения снизу – это дефекты, говорящие о большом износе пресс-формы на производстве.
- Ударная прочность – если бросить камень с высоты роста человека на ровный бетон или асфальт без усилия, камень должен остаться целым (в крайнем случае могут появиться минимальные дефекты).
- Звук при ударе – если ударить плитки друг о друга, звук должен быть звонким, а не глухим.
- Подбор влажностей слоев двуслойного материала – качественная плитка проектируются из двух слоев, каждый из которых обладает определенной влажностью. Если нужные параметры не соблюдены, части плитки могут откалываться одна от другой. Оценить параметр просто: нужно поставить плитку на торец в поддон, погрузив в воду на 2-3 сантиметра. Выждать 5 минут. Если в лицевом слое уровень подъема воды превысил половину длины изделия, качество плитки низкое.
- Наличие сертификата качества у продавца или производителя.
Вибропрессованная тротуарная плитка – качественный и красивый материал для оформления дорожек, улиц, площадей, стоянок авто и т.д. При условии выбора сделанной по ГОСТу, прочной и надежной, плитки создать оригинальное и долговечное покрытие не составит труда.
Вибропрессованная тротуарная плитка — что это такое?
Данная разновидность бетонных изделий производится путем прессования при участии оборудования, подвергающего материал воздействию вибрации. Используется цемент наивысшей марки (М500), что способствует упрочнению смеси. Кроме того, в состав входит песок и щебень. Это также повышает сопротивляемость изделия воздействию существенного давления. Плитка отличается способностью противостоять деформационным нагрузкам. При этом трещины в процессе эксплуатации не образуются.
Еще одной характеристикой вибропрессованной плитки является морозостойкость. Это обусловлено тем, что в процессе производства используется минимальное количество воды. В результате готовое изделие не отличается подвижностью. Это способствует сохранению целостности покрытия, увеличению срока эксплуатации.
При длительном контакте с водой материал не впитывает влагу. Благодаря этому он выдерживает воздействие низких температур и влияние перепадов температур. Влагостойкость материала обеспечивается еще и благодаря тому, что в состав входят гидрофобизаторы. Поверхность таких изделий не теряет привлекательность в течение длительного периода, т. к. характеризуется стойкостью к истиранию. Эти свойства обусловлены наличием в составе пластификаторов.
При выборе методики производства плитки учитывают тип поверхности. Например, изделия, которые получены по технологии вибропрессования, характеризуются шероховатостью. Они отличаются между собой по качеству: на некоторых присутствуют мелкие дефекты, что является особенностью производства, перепад высот в разных точках может достигать 2 мм. Отличие вибропрессованной плитки заключается в том, что на выходе получают изделия с ровными краями, при этом погрешность минимальная — до 0,5 мм.

Толщина варьируется в пределах от 3 до 7 см. Более тонкую плитку выбирают для облегченных условий эксплуатации: с целью укладки на участках с минимальной и умеренной механической нагрузкой. Аналоги толщиной до 6,5 см применяют для мощения участков, на которые оказывается повышенное давление: перемещаются легковые автомобили. Использование аналогов до 7 см толщиной оправдано в случаях, когда выполняется монтаж покрытия, предназначенного для перемещения грузового транспорта по нему.
Если в партии при осмотре обнаружены экземпляры с более выраженными дефектами (углубления до 6 мм), с заусенцами, это значит, что материал произведен по другой технологии. Вибропрессование исключает вероятность появления подобных проблем.
Как она изготавливается?
Такая тротуарная плитка лучше, потому что процесс ее производства полностью автоматизирован. Это значит, что дозирование и соединение компонентов, а также дальнейшее прессование производится без участия человека. Соответственно, качество окрашивания таких изделий выше. Еще одним преимуществом является использование полусухих смесей. Эти основные моменты обеспечивают проявление улучшенных свойств материала: прочности, морозоустойчивости.
Подробнее о технологии производства:
- используются пресс-формы;
- емкости установлены на станине, которая подвергается воздействию вибрации;
- одновременно на материал давит пуансон, который тоже вибрирует, усиливая действие вибростола;
- механическое давление на бетонную смесь оказывается до момента, пока она не будет максимально уплотнена;
- затем пуансон извлекается, емкость удаляется, на столе остается только готовое изделие.
Отличные показатели качества такой плитки обусловлены тем, что при производстве используются формы с ровными стенками. Под воздействием вибрации материал плотно прилегает к емкости, в результате заготовка повторяет ее форму. Значит, вероятность появления заусенцев и других дефектов на боковых стенках минимальная.
Подбор материала
Чтобы готовая плитка была гарантированно плотной, стойкой по отношению к морозам и водонепроницаемой, главное – подобрать материалы качественные.
Главный компонент любого бетона – цемент. В таком случае необходимо выбрать среднеалюминатный, который содержит минеральные добавки не больше 5%, а класс надежности должен быть 42,5.
Мытый карьерный песок будет в виде мелкого заполнителя. Модуль крупности должен составлять 2–2,5. Он относится к строительному песку 1 класса. С помощью этого компонента расход раствора становится меньше и, соответственно, стоимость его намного ниже при довольно высоких коэффициентах качества.
Гранитный щебень применяется вместо крупного заполнителя. Размер его зерен должен быть от 3 до 10 мм.
При помощи этого способа при образовании каменного каркаса будет большая подвижность и однородность.
Технология производства тротуарной плитки — объемное вибропрессование
Тротуарная плитка на сегодняшний день является одним из самых распространенных и наиболее перспективных видов дорожного покрытия. Существуют две технологии для производства тротуарной плитки. Первая – вибролитье, вторая – вибропрессование. Обе они обладают своими преимуществами и поэтому однозначно сказать какой метод лучше на сегодняшний день не возможно. В данной статье более подробно рассмотрим метод вибропрессования.
Технология производства тротуарной плитки методом объемного вибропрессования состоит в формировании бетонных изделий путем виброуплотнения смеси с малым содержанием воды с обязательным последующим пригрузом формующего пуансона.
Процесс проходит на специальных вибропрессах, которые устанавливаются стационарно. Характерной особенностью используемой бетонной смеси является пониженное водоцементное соотношение. Такая характеристика позволяет производить плитку с более высокой прочностью и при этом уменьшать расход цемента. В целом технология производства тротуарной плитки путем вибропрессования позволяет создавать изделия с достаточно высокими показателями морозостойкости (-300F и менее), низким уровнем водопоглощения (менее 5%), четкими геометрическими формами и стабильностью характеристик.
В формировании плитки участвуют две части вибропресса – пуансон и матрица. На поверхности пуансона нанесен рисунок, который и переносится на лицевую сторону плитки. Матрица формирует стенки плитки. Весь процесс формирования изделия происходит на технологических поддонах, которые затем перемещаются на участок, предназначенный для сушки.
В принципе применение метода вибропрессования позволяет изготовлять помимо тротуарной плитки также бордюры, водостоки, стеновые и перегородочные камни.
На сегодняшний день предлагается большое количество самых разнообразных вибропрессов. Но процесс изготовления изделий у всех примерно одинаковый. Так что можно сказать, что технология производства тротуарной плитки путем вибропрессования подразумевает прохождение трех этапов.
Первый шаг – приготовление бетона. На этом этапе требуется дополнительное оборудование – бетономешалка. Справедливости ради надо отметить, что она понадобится и для изготовления литой плитки. При этом если плитка однослойная, можно обойтись одним смесителем, а если двухслойная – понадобится два. Что касается соотношения составляющих смеси, то универсального рецепта не существует. После того, как бетон готов, его подают прямо в матрицу пресса.
Второй этап – формирование изделия. Необходимо отметить, что конкретные действия аппарата на этом этапе будут несколько отличаться в зависимости от модели, но суть состоит в том, что бетонная смесь попадает в матрицу и прижимается сверху пуансоном. Затем включается механизм виброплощадки и вследствие действия виброимпульса происходит уплотнение изделия. Занимает это обычно около 3-5 секунд. Следующий шаг – освобождение плитки от матрицы и пуансона. Зачастую они просто поднимаются, а на технологическом поддоне остается готовое изделие. Теперь его можно перемещать на участок, предназначенный для просушки изделий, а на его место ставить новый поддон.
Третий этап – сушка. Технология производства тротуарной плитки обязательно включает стадию качественной просушки изделий. Дело в том, что именно в этот период достигается необходимая прочность продукции. Обычно применяется два способа просушки – тепловлажная обработка при помощи водяного пара или сушка в производственном помещении. В первом случае потребуются дополнительные расходы, а второй возможен лишь при использовании портландцемента.
После того, как прочность бетона будет составлять 1,5-2,0 МПа (достигается где-то за 5-8 часов) плитку можно снимать с поддонов. При этом поддон отправляется на повторную загрузку.
Таким образом, использование технологии вибропрессования позволяет в достаточно короткие сроки производить большое количество качественной тротуарной плитки. К преимуществам этого метода также можно отнести то, что он в достаточно высокой степени механизирован и, в отличие от литой плитки, не требует большого количества форм для заливки. К тому же большинство вибропрессов имеют большой ресурс усовершенствований, что позволяет изготавливать самые разнообразные изделия.
Сравнение характеристик
Все виды плиток отличаются технологией изготовления, поэтому качественные характеристики у них разные. При производстве вибролитой плитки используется ручной труд, поэтому наблюдается влияние человеческого фактора. Качество продукции может быть снижено, если рабочие изменят пропорции ингредиентов, либо другим способом нарушат технологию.
При выпуске вибролитых плит применяется смесь жидкого типа. Из-за этого, когда лишняя влага испаряется, происходит формирование пустот небольшого размера. После укладки брусчатки в них уже при первом дожде начинает проникать вода. При заморозках лед изнутри разрывает плиту, что снижает ее прочность.
Технология вибролитья отличается еще и тем, что уплотнение раствора после заливки в форму происходит под собственным весом.
Производство брусчатки методом вибропрессования отличается тем, что предприятия используют полусухой раствор. Это предотвращает появление пустот, способствует увеличению срока эксплуатации. Производство автоматизированное, поэтому человеческий фактор не влияет. Изделия формируются не под своим весом, с помощью вибропресса.
Прочность
Изделия, полученные посредством метода вибропрессования, прочные. Их выпускают из бетона М400. Они выдерживают большую нагрузку, на 1 см² до 400 кг. Смесь в процессе производства спрессовывают, на нее оказывает воздействие вибрация. Это приводит к тому, что все компоненты максимально сближаются.
Готовое изделие имеет мелкопористую структуру. Она однородна, что увеличивает показатель прочности брусчатки, делает срок службы больше.
Прочность плитки, полученной методом вибролитья, ниже. Слои имеют неоднородную структуру. Верхний слой прочнее нижнего. Из-за этого после нескольких лет эксплуатации можно заметить, что он отстал от основания.
Прочность элементов мощения зависит от добросовестности производителя. Если он сэкономит на материалах, показатель прочности снизится.
Срок службы
Вибропрессованные плиты прослужат не менее 25 лет. Средний срок эксплуатации вибролитых — 5 лет. Но часто покрытие разрушается уже через 2-3 года. Это значит, что технология выпуска была нарушена, компания экономила на материалах.
Дизайн
Количество форм вибропрессованной брусчатки ограничено, существует ограничение на число цветов. Но это компенсируется тем, что существует много вариантов укладки. Изделия, полученные методом вибролитья, могут быть любого цвета. Палитра ничем не ограничена, поэтому можно воплотить все задумки дизайнеров.
Текстура поверхности
У вибролитой брусчатки красивая, гладкая поверхность. Но при понижении температуры ниже нуля она становится скользкой. По ней небезопасно ходить и в дождь. Вибропрессованная тротуарная плитка не имеет этих недостатков, обувь хорошо сцепляется с поверхностью даже в мороз.
Геометрия
При производстве методом вибропрессования раствор в формы разливают автоматическим способом. Объем смеси точно дозируется, поэтому готовые изделия имеют четкую форму и размеры. После их укладки даже на большой площади получается ровная поверхность.
При вибролитье рабочие вручную заливают раствор, в процессе производства используются силиконовые формы. Готовые изделия имеют неправильную форму. При их укладке образуются зазоры и щели, поэтому поверхность площадки трудно сделать ровной.
Стоимость
Вибролитая плитка стоит дешево. Но через несколько лет часть брусчатки разрушится, поэтому ее придется менять.
Чтобы избежать постоянных затрат на ремонт, лучше приобрести вибропрессованные плиты. Они стоят дороже, но не требуют постоянного ремонта.
Процесс производства
При вибропрессовании процесс производства автоматизирован, ручной труд не применяется в процессе производства. Продукция имеет высокое качество.
При вибролитье без ручного труда и рабочих не обойтись, он применяется на всех этапах.
Объемы и сроки производства
Отличие метода вибропрессования в том, что предприятие может в кратчайшие сроки выпускать большие объемы продукции.
При использовании вибролитья они в несколько раз меньше, изделия длительное время сушатся в формах. Количество готовой брусчатки зависит от того, сколько рабочих трудится на предприятии, и от оснащенности цехов.
Водонепроницаемость и морозостойкость
Вибропрессованные плиты плохо впитывают воду. Они устойчивы к заморозкам, выдерживают более 200 циклов заморозки и оттаивания.
Вибролитая продукция сильнее впитывает воду. Морозоустойчивость изделий в несколько раз ниже тех, которые получены методом вибропрессования.
Вибропрессование — современный метод производства брусчатки
Из того же самого исходного сырья (цемент, песок, гравий, модификаторы и вода) на современных производствах выпускают тротуарную плитку методом вибропрессования. Метод очень похож, но применение автоматики позволяет поставить выпуск продукции на поток:
- Автоматика точно дозирует состав бетонной смеси.
- Фигурные формы заполняют полусухим составом — меньше воды, короче время твердения.
- В пределах партии все плитки получаются одинаковой толщины .
- Вибропресс уплотняет бетонную смесь совместным воздействием статической и динамической нагрузки, что снижает вероятность образования полостей и других дефектов формовки.
- Простая расформовка заготовок.
- Возможно изготовление одно- или двухслойных изделий с более высоким прочностными характеристиками.
- Поточное производство с минимальным присутствием ручного труда дает возможность выпускать большие партии товара.
Налицо явное преимущество брусчатки, полученной методом вибропрессования.
Производство бетонной брусчатки вибропрессованием
Вибропрессование и вибролитьё – основные способы, которые используются на заводах для производства брусчатки. Первый метод считается основным и задействуется гораздо чаще, так как именно он обладает существенными преимуществами:
- изделия, выполненные способом вибропрессования, получаются прочными и морозоустойчивыми;
- самый привлекательный аспект − низкая себестоимость продукции;
- при задействовании данного метода можно максимально автоматизировать процесс, что значительно облегчит труд и повысит производительность;
- а так же изготавливать двухслойную плитку различных цветов и оттенков.
Процесс вибропрессования осуществляется в несколько этапов:
- Приготовление бетона. Если предстоит изготовить однослойную плитку, достаточно будет и одного бетоносмесителя. Соответственно, если двухслойную – то два. Пропорции входящих в состав смеси веществ подбираются индивидуально.
- Формовка. На этом (основном) этапе материал уплотняется. Времени данный процесс занимает немного. Следом уже отформованная брусчатка отправляется на поддоны. Паллетоукладчик поднимает их и перемещает. На освободившееся место тут же устанавливают следующие.
- Сушка. Последний этап производства брусчатки. На заводах него осуществляют в специальных помещениях, в них изделия подвергаются тепловой обработке. Иногда плитку сушат прямо в производственных помещениях. При таком варианте в состав раствора включается портландцемент. Брусчатка можно снимать с поддонов и отправлять в упаковочный цех через 6 – 8 часов после завершения этого этапа обработки.
Вибропрессование отдельно подразделяется на два подвида:
- полусухое вибропрессование;
- полусухое гиперпрессование.
При первом варианте сначала к полусухой смеси добавляется щебень. Потом заполненные формы устанавливаются на вибрирующую станину, где раствор подвергается воздействию пуансона. Изготовленную таким методом брусчатку, порой, непросто отличить от настоящего камня.
При задействовании технологии гиперпрессования уплотнение смеси происходит под давлением, а не за счёт вибраций. Для изготовления плитки таким способом используется гидравлический пресс.
Благодаря шершавой поверхности вибропрессованная тротуарная плитка отлично зарекомендовала себя в качестве дорожного покрытия. Преимущества такой брусчатки нельзя не оценить в зимнее время. Изделия, изготовленные путём вибропрессования, получаются экономичными и прочными. Ввиду специфических особенностей структуры такая плитка мало подвержена разрушительному воздействию воды и открытых солнечных лучей.
Характеристики литой плитки
Преимущества
- Большое разнообразие геометрических форм – если подходящей «тары» для заливки не найдется, ее можно сделать самостоятельно.
- Привлекательный внешний вид и гладкая поверхность.
- Невысокая цена – для производства вибролитой плитки используется недорогое оборудование. Рекомендуем также ознакомиться с информацией, от чего зависит стоимость отделки.
Недостатки
- Относительно низкое качество геометрии – доступное оборудование влечет за собой большое количество мелких мастерских, не уделяющих внимания технологическим деталям.
- Скользкая поверхность.
- Малая морозоустойчивость. Часть воды, которая используется при изготовлении, остается в брусчатке – влага негативно влияет на срок службы изделий.
Итоги. Плюсы и минусы каждого типа плитки
Для того чтобы брусчатка прослужила долго без ремонта или замены, она должна иметь определенные прочностные качества. Стандартные требования к эксплуатационным характеристикам фигурных элементов мощения включают:
- прочность на сжатие — от 30 МПа на кв.см;
- низкая истираемость — до 0,7 г/кв.см;
- устойчивость к низким температурам — F200 (количество циклов заморозки/разморозки);
- низкое водопоглощение — не более 5 %.
Кроме технических требований, есть человеческий фактор. Обычно заказчика интересует невысокая цена покрытий. Если покупателю требуется плитка для оформления дома и участка, то он заинтересован в большом выборе форм, узоров и расцветок. Кроме того, не стоит забывать про удобство передвижения по тротуару или дорожке: сильно ли она станет скользить зимой. Волнует и вопрос ухода за изделием: насколько просто его почистить.
Предлагаем наглядно сравнить все достоинства и недостатки вибролитой и вибропрессованной плитки.
| Характеристики | Вибролитая плитка | Вибропрессованная брусчатка |
| Прочность на сжатие | М200-М300 | М300-М500 |
| Морозостойкость | F150-200 (на практике — F100) | F300 |
| Гидростойкость | W4 | W6 |
| Истираемость | высокая | низкая |
| Вероятность приобрести некачественный материал | средняя | низкая |
| Долговечность | до 10 лет | до 25 лет |
| Антискользящий эффект | нет | есть |
| Большая палитра расцветок и рисунков | да | нет |
| Стоимость | низкая | средняя |
| Простота в уходе | да | нет |
Чем затирать швы на тротуарной плитке?
Для затирки швов на тротуарной плитке можно использовать специальный затирочный состав, который предназначен для этой цели. Затирочный состав обычно состоит из цемента, песка и других добавок, которые обеспечивают прочность, водонепроницаемость и долговечность швов.
Перед нанесением затирочного состава швы тротуарной плитки должны быть очищены от любых остатков, пыли и грязи. Затем затирочный состав наносится на швы с помощью специальной затирочной кельмы и равномерно распределяется по всей длине шва. Лишний затирочный состав удаляется с поверхности плитки при помощи губки или лопатки.
После нанесения затирочного состава швы тротуарной плитки должны быть оставлены для высыхания на несколько дней. Во время высыхания необходимо защитить швы от дождя и других атмосферных условий, чтобы обеспечить прочность и долговечность затирки.
Важно помнить, что выбор затирочного состава и правильная технология затирки зависят от типа тротуарной плитки, ее размеров и особенностей конкретного проекта, поэтому лучше всего обратиться к специалистам для получения рекомендаций по выбору материала и выполнению работ.