Технология вальцовки профиля из алюминия
Для изгиба алюминиевого профиля по радиусу используют специальные станки для гибки профильной трубы. Эти устройства представляют собой систему фигурных вальцов (роликов), которые приводятся в движение электродвигателями.
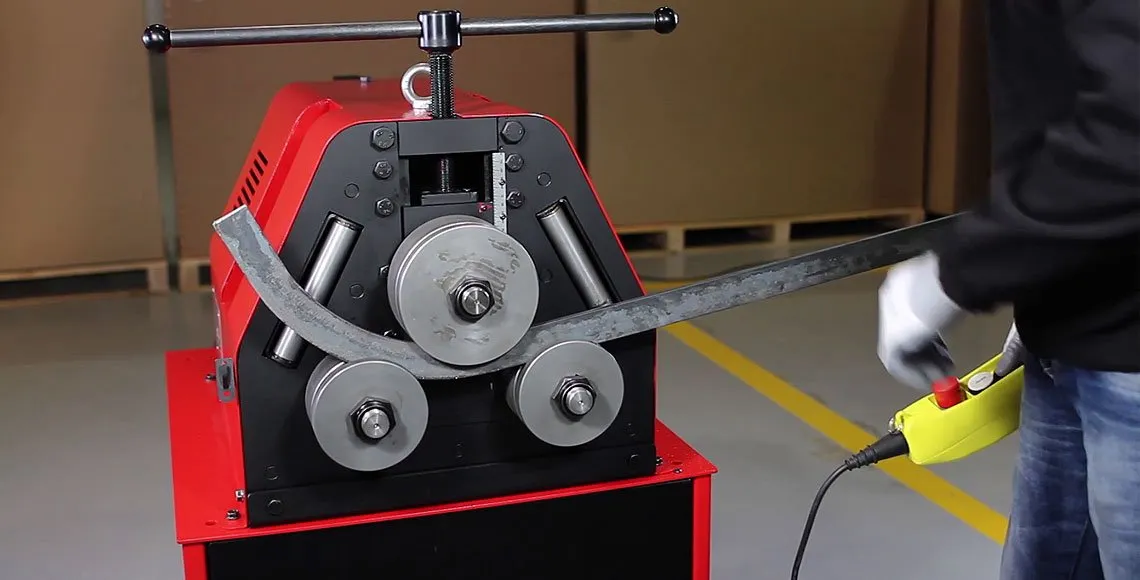
Различают трехроликовые и четырёхроликовые установки для дуговой формовки алюминиевых профильных изделий. Первые применяются при вальцовке алюминиевых профилей прямого сечения и правильной геометрической формы. Вальцовку профильных труб, имеющих сложное или извитое сечение, проводят на четырёхроликовой профилегибочной установке.

Стальные профили

Стальные профили

Алюминиевые профили
Этапы вальцовки алюминиевых изделий
В процессе дуговой формовки профильных материалов выделяют два этапа — подготовка профиля и вальцовка.
Подготовка:
- Разметка. Производится для исключения технологических погрешностей при вальцевании.
- Набивание полостей профиля сыпучим материалом. Эта манипуляция позволяет избежать сминания, растрескивания, сплющивания алюминиевой заготовки при вальцовке. В качестве материала используют кварцевый песок.
- Установка заглушек. Заглушки устанавливают с обоих концов заготовки, чтобы предотвратить высыпание песка из неё при гибке.
- Смазка поверхности изделия. Для смазки используют густое масло, чтобы снизить трение между роликами и заготовкой в процессе вальцевания.
Вальцовка:
- Настройка гибочной установки. Для калибровки станка расходуется от 1 до 3 заготовок. Станки с автоматизированным управлением требуют только ввода необходимых размеров дуги.
- Установка прижима. Сила прижима центрального ролика зависит от сечения алюминиевых профилей и труб, чтобы избежать его скольжения по роликам и скручивания при вальцевании.
- Повторные прохождения. Алюминиевые профили и трубы с небольшими размерами дуги вальцуют несколькими прохождениями детали. С каждым проходом радиус всё более приближается к требуемому.
- Проверка качества готового изделия. Критерии качественной вальцовки — сохранность исходного сечения, отсутствие гофрирования металла, соответствие лицевых стенок профиля друг другу.
Как гнуть профильные трубы?
Для гибки профильных труб обычно используют специальный инструмент — гибочный станок. На таком станке трубы с помощью формы прогибаются в нужном направлении и под нужным углом. Это позволяет получить качественный и равномерный гиб профильных труб. Однако, использование гибочного станка требует определенных навыков и опыта работы с этим инструментом.