Чугун представляет собой сплав железа и углерода, который обладает низкой свариваемостью из-за содержания второго компонента в диапазоне от 2% до 6% (сталь также имеет аналогичное химическое состав, но содержание углерода в ней не превышает 2% и она хорошо поддается сварке)… Если рассматривается вопрос сварки чугуна электродом, то это может быть важным аспектом в области металлообработки.Учёные и инженеры разработали технологические процессы, которые позволяют производить сварку чугуна при помощи сварочного инверторного аппарата .
|
Внешний вид сварочного инвертора «Строитель 300Р». |
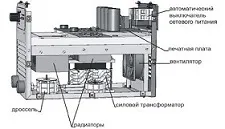
Внутреннее устройство сварочного инвертора «Строитель 300Р». |

Ответ на вопрос «как варить чугун инвертором» начнём с рассмотрения ситуаций, в которых возникает необходимость сварки чугунных деталей. И разберёмся: в чём заключается сложность сварки этого сплава.
- Необходимость сварки чугуна и в чём её сложность
- Какими электродами можно варить чугун
- Подготовка чугунных заготовок к сварке
- Способы сварки чугуна
- Горячая сварка чугуна инвертором
- Холодная сварка чугуна инвертором
- Режим холодной сварки чугуна инвертором
- Где окажут услугу
Необходимость сварки чугуна и в чём её сложность
Ситуации, в которых необходима сварка чугуна, представлены в таблице.
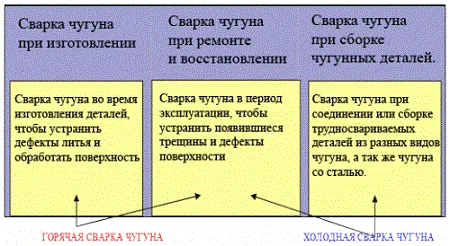
В каких случаях требуется сварка чугуна.
Процесс сварки чугунных деталей осложняется тем, что сваренное соединение (шов) может получиться низкого качества. Вызвано это двумя причинами:
- в районе шва происходит насыщенная закалка металла, который и без того имеет низкую пластичность. В результате этого повышается его хрупкость, приводящая к образованию трещин в процессе усадки сварочного шва;
- на сварочном процессе отрицательно сказывается соединение кислорода и углерода с последующим образованием окиси углерода. Это приводит к тому, что шов становится очень пористым.
Использование инвертора для сварки чугуна помогает решить очень многие проблемы. Сначала давайте разберёмся, какие электроды следует использовать.
Какими электродами можно варить чугун
Особенности сварки деталей из чугуна сварочным инвертором требуют применения преимущественно электродов на базе следующих металлов:
- никель;
- железо;
- медь.
Как осуществляется сварка чугуна этими электродами показано на рисунке.
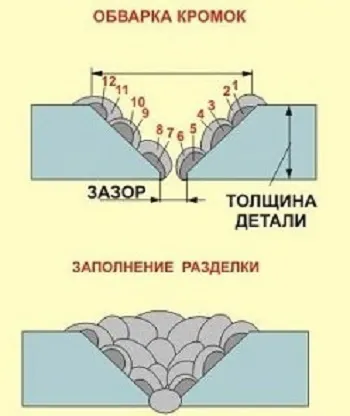
Порядок заполнения разделки трещин.
Для сварки чугуна инвертором применяются специальные электроды и очень важно их правильно выбрать. Давайте в этом разберёмся.
Электроды марки ЦЧ-4 применяются для:
- горячей и холодной сварки чугуна;
- заделки дефектов;
- ремонтной наплавки.
Эти же электроды используются для сварки стали с чугуном. Они позволяют наплавлять 1…2 слоя на изношенные детали из чугуна, подготавливая их под дальнейшую наплавку другими сварочными электродами.
Технические требования при выполнении сварки инвертором при помощи электродов ЦЧ-4 (далее – требования):
- сварка выполняется в нижнем положении шва;
- процесс осуществляется на обратном токе.
Электроды марки ОЗЧ-2 применяются для:
- холодной сварки ковкого и серого чугуна;
- устранения дефектов литья и наплавки.
Требования:
- сварка выполняется в вертикальном и нижнем положениях шва;
- процесс осуществляется на обратном токе.
Электроды марки ОЗЧ-6 применяются для:
- холодной сварки ковкого и серого чугуна;
- проведения ремонтных работ тонкостенных изделий.
Требования:
- сварка выполняется в вертикальном и нижнем положениях шва;
- процесс осуществляется на обратном токе.
Электроды марки МНЧ-2 используются для;
- холодной сварки чугуна;
- заваривания дефектов литья;
- наплавки на детали из ковкого, серого и высокой прочности чугуна. Наплавленный металл имеет высокую плотность. Поэтому, обычно такие электроды применяются при ремонте ответственных объектов, требующих высокого качества сварного шва.
Требования:
- сварка выполняется в вертикальном, нижнем и ограниченно потолочном положениях шва;
- процесс осуществляется на обратном токе.
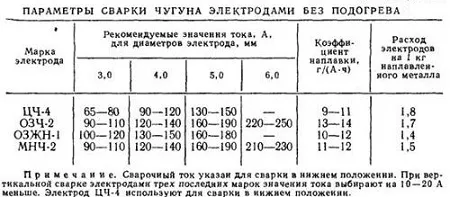
Параметры сварки чугуна электродами без подогрева.
Электроды марок ОЗЖН-1 и ОЗЖН-2 используются для сварки высокопрочного и серого чугуна с выполнением многослойной заварки крупных дефектов и наплавлением больших объемов металла. Они обычно используются совместно с электродами марок МНЧ и ОЗЧ: при помощи последних выполняются первый и последний слои шва, а промежуточные – при помощи электродов ОЗЖН.
Требования:
- сварка выполняется в вертикальном и нижнем положениях шва;
- процесс осуществляется на обратном токе.
Электроды марки ОЗЧ-4 используются для сварки высокопрочного и серого чугунов. Они дают возможность наплавлять и сваривать последние слои поверхности, обеспечивая при этом износостойкость и высокое качество наплавленного слоя, делая его высокотехнологичным и ударопрочным.
Требования:
- сварка выполняется в вертикальном и нижнем положениях шва;
- процесс осуществляется на обратном токе.
В настоящее время существуют другие модели и разрабатываются новые типы сварочных электродов, которые применяются при сварке чугуна. Качество сварного шва во многом зависит от правильно выбранных инвертора и сварочных электродов.
Подготовка чугунных заготовок к сварке
Вне зависимости от марки используемого сварочного оборудования (инвертора и электродов) и выбранной технологии сварки, подлежащие сварке заготовки должны пройти подготовку. Заключается она в устранении дефектных участков и обработке определённым образом свариваемых кромок.
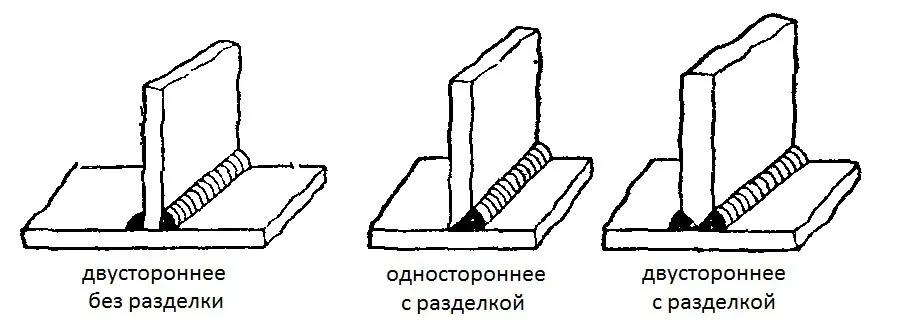
Варианты разделки кромок.
Дефектные участки заготовки следует разделывать до незапятнанного металла. Кромки следует удалить таким образом, что бы обеспечить максимально комфортные рабочие условия. При обработке используется следующий инструмент:
- переносной наждачный круг;
- шаберы;
- сверла;
- шарошки и т. д.
Можно использовать слесарное зубило и им стесать кромки. Что бы предотвратить отколы при использовании этого инструмента, следует срубать металл тонкими слоями.
При подготовке и разделке дефектных мест следует выполнять следующие требования:
- операция производится исключительно по трещине;
- что бы предотвратить увеличение размеров несквозных трещин при обработке, на расстоянии 10 им от их концов просверливаются отверстия. Их диаметр должен на 1…2 мм превышать ширину трещины;
- разделка сквозных трещин выполняется с одной либо с двух сторон (в зависимости от марки и толщины чугуна);
- заделка пробоины производится следующим образом:
- сглаживаются края;
- срубаются при помощи зубила остроугольные выступы;
- пробоину рекомендуется ремонтировать в следующей последовательности. Наждачным кругом производится зачистка поверхности на расстояние до 30 мм от краев пробоины. Из листовой низкоуглеродистой стали вырезается заплатка. Её размеры должны быть таковы, что бы она перекрывала пробоину примерно на 15…20 мм. С целью снижения напряжений, возникающих в металле в процессе сварки, края заплатки отбортовывают на 30°. Заплатка размещается отбортованной частью к чугуну и приваривается внахлест;
- заделка близко расположенных друг к другу трещин осуществляется заплаткой. Технология аналогична указанной выше по ремонту пробоин.
Способы сварки чугуна
Варить чугун можно разными способами. При выборе метода, чтобы получить положительный результат, важно знать особенности его сварки. Основным критерием при выборе способа сварки является качество получаемого сварного шва.
Существуют два вида сварки чугуна:
- горячий;
- холодный.
Горячий вид сварки применяют на предприятиях, которые имеют возможность нагреть свариваемые изделия из чугуна до необходимой температуры. Этот вид сварки позволяет получать сварные швы высокого качества. Но, далеко не везде есть возможность осуществить такой нагрев, и применяется метод холодной сварки.
Горячая сварка чугуна инвертором
Достоинством горячей сварки является отсутствие риска образования трещин. В процессе сварки следует добиваться равномерного прогрева свариваемых деталей. Наличие большой разницы температур между основным металлом и швом чаще всего приводит к образованию трещин и появлению прочих дефектов.
Приступая к нагреву деталей, их следует надежно закрепить в жестком каркасе (кондукторе). Такая форма заневоливания позволит избавиться от напряжений, которые во время работы могут привести к образованию трещин. Жёсткий каркас можно не использовать в случае применения местного нагрева деталей. Нагрев заготовок, как правило, производят в индукционных нагревательных печах. При необходимости можно использовать следующее оборудование:
- горны;
- паяльные лампы;
- пламенные горелки и т. п.
При необходимости произвести сварку сквозных трещин или устранения дефектов, проявившихся на краях изделия, традиционно применяются графитовые формы. Такая технологическая оснастка позволяют предотвратить вытекание жидкого металла.
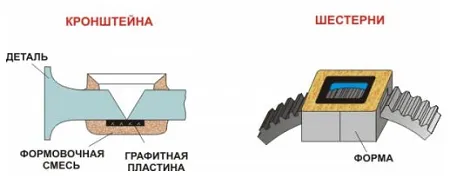
Сварка в графитовых формах кронштейна и шестерни.
Формы изготавливаются из графитовых пластинок. Для монтажа отдельных частей в функциональную конструкцию применяется формовочная смесь, состоящая из кварцевого песка и жидкого стекла. Для минимизации риска появления трещин, формы следует подогревать и, в дальнейшем, обеспечивать равномерное охлаждение
Холодная сварка чугуна инвертором
Если потребность в сварке чугуна возникает нечасто, и у вас нет специального нагревательного оборудования, то следует применять технологию холодной сварки. Она осуществляется сварочным инвертором и специальными электродами:
- ОЗЧ-2. Представляет собой медный стержень, покрытый особым составом;
- МНЧ-2. Стержнем является сплав, в состав которого входят:
- медь;
- железо;
- марганец;
- никель.
Технологичный и качественный сварной шов позволяют получить электроды МНЧ-2. Но у них высокая стоимость, да и найти их, зачастую, не так просто. Значительно дешевле электроды ОЗЧ-2, но качество шва будет несколько хуже.
Для холодной сварки чугуна часто, при использовании инвертора, применяются самодельные электроды. Изготавливаются они следующим образом: на электрод для сварки стали навивается медная или латунная проволока. Диаметр проволоки Ø 1,5…2 мм. Длина проволоки определяется по её массе: у проволоки она должна быть в 4…5 раз больше, чем у стержня. Этот метод проиллюстрирован видеороликом в конце статьи.
Режим холодной сварки чугуна инвертором
Сварка должна производиться в следующем режиме:
- короткая дуга;
- обратный сварочный ток;
- сварку производить с перерывами на остывание металла до температуры Т = +50°С;
- осуществлять сварку небольшими участками длиной 30…50 мм и сразу проковывать.
Где окажут услугу
-
Компания «Сварка»;
- Сайт: http://svarka-luxe.ru/;
- Адрес: Москва, 4-я Гражданская ул., дом № 33/1, стр. № 7;
- Телефоны: +7-(495)-201-53-24, +7-(499)-180-99-03;
- Почта: http://svarka-luxe.ru.
Компания выполняет сварку изделий из чугуна (в том числе и в день обращения).
В заключение, предлагаем посмотреть видеоролик «Сварка чугуна электродом для стали».
Как правильно варить электродами по чугуну?
Для сварки чугуна электродами необходимо соблюдать определенную технологию, так как чугун является материалом, который не всегда легко сваривать. Ниже приведены основные шаги для правильной сварки чугуна электродами:
-
Подготовка поверхности: перед сваркой поверхность чугуна должна быть тщательно очищена, чтобы удалить все загрязнения и окислы. Это можно сделать при помощи шлифовки или механической обработки.
-
Предварительный нагрев: для улучшения адгезии между свариваемыми деталями и снижения риска возникновения трещин в процессе сварки, необходимо предварительно нагреть металл до температуры примерно 300-400 градусов Цельсия.
-
Выбор электрода: для сварки чугуна рекомендуется использовать электроды типа «РЧ-45» или «РЧ-50». Они обладают высокой прочностью и обеспечивают качественную сварку.
-
Настройка сварочного аппарата: для сварки чугуна требуется специальная настройка сварочного аппарата, включающая установку нужной силы тока и режима сварки.
-
Проведение сварки: при сварке необходимо следить за температурой сварочного шва, чтобы избежать перегрева. Шов должен быть проварен до конца, при этом электрод должен быть отведен медленно, чтобы не оставлять прожогов на поверхности сварочного шва.
-
Охлаждение: после завершения сварки обрабатываемую деталь нужно охладить, убрать мелкие брызги, которые могут появиться в процессе сварки, и, если нужно, провести дополнительную обработку поверхности.
Но для сварки чугуна лучше обратиться к опытным сварщикам, которые могут выполнить данную работу в соответствии с требованиями.