Соединение труб пайкой с армированием
Для проведения сварки армированных труб из ППР необходимо осуществить очистку от алюминиевой фольги на глубину, соответствующую глубине сварного соединения. Для этой цели часто применяют специальный инструмент, называемый шейвером. Этот инструмент представляет собой металлическую втулку с режущими ножами внутри.
Если армирующий слой находится в середине стенки ППР, то в таком случае используют торцеватель. Принцип работы такой же, как с шейвером, их разница лишь в том, что ножи внутри втулки обращены в другую сторону. Торцеватель выравнивает край ППР и снимает армирующий слой на глубину 2 мм. Обработанные торцевателем края труб паяют методом прямой (стыковой) сварки.
Диаметр ППР, армированных алюминиевой фольгой, отличается от стандартных в большую сторону и не подходит к насадкам паяльной машины. Наличие армирующего слоя требует увеличения длительности нагрева.
Выполнение сварки полимерных труб необходимо проводить в хорошо проветриваемом помещении. При плавлении полимерный материал выделяет токсичное вещество, его концентрация приводит к ухудшению состояния здоровья и отравлению.
Технология сварки полипропиленовых труб вручную
Для того, чтобы сваривать ПП трубы, необходимо запастись необходимым оборудованием и комплектующими элементами. В первую очередь составляется подробный проект, определяется вариант сборки и принимается решение о том, как сваривать полипропиленовую трубу с фитингами и ответной частью трубопровода. Исходя из конфигурации и геометрической формы будущего трубопровода, определяется и сварка для полипропиленовой трубы, какая лучше подойдет для конкретного проекта и не повлечет за собой увеличение сметы строительства. Рассчитывается количество поворотных фитингов, тройников ответвления и соединительных муфт и порядок монтажа, он же — порядок сварки полипропиленовых труб.
Во время монтажа возможна корректировка разводки труб, но благодаря легкости соединения это не вызывает особых проблем.
Для ручного сваривания полипропиленовых труб не потребуется большого запаса инструментов и особых навыков. Точное соблюдение последовательности сборки дают возможность создать надежную водопровод или систему отопления, герметичную на всей протяженности.

Ручная сварка труб производится при помощи компактного нагревательного прибора
Инструменты и оборудование:
- ножницы или резак для пластиковых труб. Предпочтительнее ножницы гильотинного типа, с мощным лезвием и зубчатым узлом передачи усилия;
- инструмент для зачистки армированных труб из ПП. Представляет собой специальный резак, а в примитивном виде – прочный нож с удобной рукоятью и коротким лезвием;
- для обезжиривания поверхности целесообразно применять спиртовые компоненты. Как правило, используют этиловый (изобутиловый) спирт. Ацетон, весьма распространенный в качестве обезжиривающего средства для лакокрасочных материалов, не годится для ПП труб – он просто разрушает поверхность, делает ее рыхлой и непрочной;
- паяльник для полипропиленовых труб представляет собой нагреваемую до выбранной температуры (не менее 260 градусов по Цельсию) поверхность – дорн – на который крепятся насадки для труб и фитингов. Паяльники бывают трубообразной формы и в форме вытянутого молота. Трубообразным паяльником удобнее варить трубы в труднодоступных местах;
- обычная строительная рулетка поможет избежать перерасхода материалов. Правильно отмеренная длина участка сведет к минимуму количество подрезов и подгонок;
- шаблон в виде короткого отрезка трубы большего диаметра. Длина шаблона должна точно соответствовать глубине вхождения трубы в фитинг. Лучше и удобнее использовать шаблон с донышком. Стыковая сварка не требует применения шаблонов.
Если правильно соблюдается технология сварки полипропиленовой трубы для отопления, то после остывания сварного шва образуется ровный, аккуратный буртик, одинаковый по высоте на всей своей протяженности.
Ошибки при варке труб своими руками
Результат плохой пайки
Первый опыт сборки полипропиленового трубопровода может привести к непрочным соединениям и деформации элементов
Самые распространенные проблемы, на возможность появления которых следует обращать внимание при работе:
- деформация трубопровода
- частично перекрытие просвета полимерным материалом
- плохое качество сварки
В зависимости от причины последствия могут проявиться сразу или спустя некоторое время.
Зазоры и перекос конструкции
Неплотное прилегание спаянных частей
Причинами нарушения геометрии трубопроводной системы могут быть:
- плохая фиксация длинных элементов в процессе сварки и остывания
- неполная вставка трубы в фитинг
- низкая температура нагрева
Создание напряжения в жесткой системе может привести к разрыву трубы, непосредственно после спайки элементов эта ошибка имеет эстетический эффект. В случае негерметичного соединения из-за плохого прилегания спаиваемых частей или недостаточного нагрева последствия проявляются моментально — соединения протекают, некоторые пустоты могут быть обнаружены при визуальном контроле.
Соблюдение геометрии соединений обеспечит не только визуально привлекательный вид трубопровода, но и герметичность соединений за счет расположения элементов друг относительно друга.
Несоблюдение температурного режима сварки
Последствия перегрева при соединении
Если недостаточная температура при сварке приводит к негерметичности, результатом перегрева может стать попадание расплавленного полимера внутрь трубопровода, его локальное сужение и ухудшение пропускной способности.
Канализация в частном доме своими руками – быстро и без проблем. Описание устройства, какие бывают виды и схемы (20 Фото & Видео) +Отзывы
Этап первый. Составление проекта
Монтажные работы следует начать с составления проекта будущей магистрали. Важным критерием при этом является эргономичность, вследствие чего число поворотов и соединительных элементов должно быть минимальным.
При обустройстве отопительной системы особенно важен грамотно составленный проект, в котором следует указать месторасположени е таких элементов, как:
- муфты;
- переходники;
- крепежи;
- уголки;
- отопительное оборудование.
Магистраль подсоединяется к радиаторам одно- или двухтрубным способом, сбоку или снизу.
Водопроводная разводка
Здесь магистраль подключается к централизованной системе с целью водоснабжения необходимых сантехнических приборов – унитаза, раковин, бойлера и проч. Существует два способа выполнения разводки.
Способ №1. Открытый вариант. Горизонтальные трубы устанавливаются несколько выше уровня пола, а вертикальные – исключительно по углам. Все это позволяет сделать трубопровод менее заметным.
Способ №2. Закрытый вариант. Крайне сложен в выполнении, поскольку подразумевает предварительное проведение максимально точных расчетов. Трубы (обязательно цельные) замуровываются в стены, а к каждому стыку должен быть свободный доступ.
Кроме того, разводка водопровода может быть:
- последовательног о типа (самый бюджетный и простой в выполнении вариант);
- коллекторного типа (при подаче воды применяется коллектор);
- с проходными розетками (мало популярен).
Технология сварки враструб – пошаговая инструкция
Раструбная сварка подразумевает собой соединение трубы и фитинга, путем вставки деталей друг в друга. Такая сварка полипропиленовых труб своими руками считается простейшей, есть еще стыковая система сварки, но используемая там технология может усложнить работу, особенно в домашних условиях. Поэтому ниже мы описали как проходит поэтапный процесс сварки полипропиленовых труб.
Резка труб
Режут материал предназначенным для этого инструментом. Если такового нет, то рез можно сделать ножовкой или другим доступным инструментом, главное – не повредить геометрию и сохранить плоскость реза ровной. Для последнего предназначен фаскосниматель, им же зачищают торец, у которых армирующий слой ближе к внутреннему диаметру. Иначе этот элемент может образовать неплотные соединительные прорехи и вызвать течь.
 Полипропиленовую трубу отрезают по размеру специальным ножом с трещеткой
Полипропиленовую трубу отрезают по размеру специальным ножом с трещеткой
Подготовка труб и фитингов
Перед сваркой трубы, с внешней стороны, обезжиривают спиртом, а фитинги изнутри. Для армированных изделий используется специальный прибор, который снимает упрочнительный слой – шейвер.
 Шейвер для зачистки верхнего армированного алюминием слоя
Шейвер для зачистки верхнего армированного алюминием слоя
Подготовка сварочного аппарата
Несмотря на то, что большая часть устройств имеют собственные опорные элементы, устройство следует крепко зафиксировать в тисках или струбцинами к столу. Прибор очень легкий, поэтому незакрепленным может легко упасть и сломаться, или вызвать пожар.
В зафиксированный аппарат для сварки ставим муфту и дорн.
 Насадки для сварки
Насадки для сварки
Выставляем тумблер на требуемое значение температуры. Для полипропилена это 270 градусов, но бывают случаи, когда требуется более низкая или высокая температура. Эти значения берем из сопроводительной документации к нашему материалу и используя инструкцию к паяльнику, подбираем оптимальную температуру.
Установка деталей на прогрев
Технология сварки полипропиленовых труб подразумевает, что когда устройство вышло на рабочую температуру (загорелся зеленый индикатор или сработал звуковой сигнал) можно приступать к установке свариваемых деталей на аппарат для сварки труб.
 Прогрев деталей
Прогрев деталей
Отрез медленно вставляем в муфту до упора при этом образуется грат – лишний материал, при надевании скатывающийся в валик
Очень важно при надевании следить, чтобы грат имел правильную форму, без разрывов и прочих дефектов. Если деталь вставляется без видимого усилия или грант отсутствует, можно считать ее дефектной и следует заменить ее. То же касается фитинга, который также должен надеваться с видимым усилием на дорн, до упора
То же касается фитинга, который также должен надеваться с видимым усилием на дорн, до упора.
Сварка
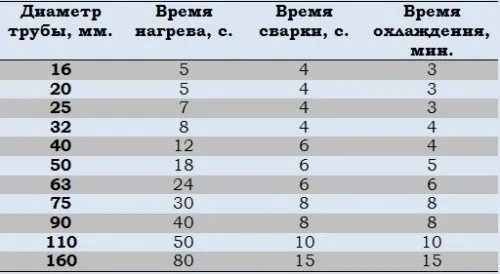
Когда свариваемые элементы установлены на своих местах им нужно дать определенное время, чтобы материал приобрел вязкотекучесть и при этом сварочный пруток из полипропилена не утратил свои несущие свойства. Ниже представлены примерные параметры, подходящие для сварки труб из полипропилена различного диаметра. Стоит учесть, что значения усредненные, а более точные, производитель указывает в сопроводительной документации.
 Температура сварки полипропиленовых труб, время остывания, в зависимости от толщины
Температура сварки полипропиленовых труб, время остывания, в зависимости от толщины
Для ориентирования в приведенных в таблице терминах, следует придерживаться следующих определений:
- Время нагрева отсчитывается с момента прикосновения детали с упором нагревательного элемента.
- Время соединения – параметр, который показывает как долго следует держать трубы для сварки полипропилена, после их сбора.
- Время остывания – временной промежуток, который следует выдержать для полного застывания и получения монолитной связки.
Сборка деталей
Сняв с нагревательной насадки детали их следует собрать. Для соединения труб пвх фитинг устанавливается под необходимым углом, и единым движением трубы соединяются вместе.
 Соединение деталей
Соединение деталей
При этом запрещено проворачивать детали. Удерживаем детали, сохраняя их неподвижность, но не прикладывая усилия, как при надевании. Время, которое пройдет между снятием со сварочного аппарата, до непосредственно сборки должно быть минимальным. В противном случае детали остынут, и не сварятся или соединение будет низкого качества.
Охлаждение соединения
Важный момент, когда не следует трогать деталь, в том числе пытаться примерить ее и так далее. После охлаждения сваренный контур из полипропиленовых труб своими руками готов к использованию.
Сварочные аппараты для полипропиленовых труб
Начнем с подготовки монтажного инструмента. Поскольку все соединения труб и фитингов из ППР производятся способом пайки, то понадобится специальный паяльник для этой цели.
Примечание. Соединение деталей из ППР иногда называют сваркой. Чтобы не запутаться, запомните, что когда речь идет о полипропиленовых трубах, то способ соединения существует один – пайка, но его часто называют свариванием. С помощью прессовых или резьбовых фитингов, как металлопластиковые трубы, эти системы не монтируются.
Применяемый для работы сварочный аппарат для полипропиленовых труб предлагается на рынке двух видов:
- с нагревателем круглого сечения;
- плоским греющим элементом.

Последний в простонародье прозвали «утюг» из-за некоторого внешнего сходства с этим бытовым прибором. Разные сварочные аппараты не имеют принципиальных отличий, только конструктивные. Насадки для труб из тефлона в первом случае надеваются и крепятся к нагревателю наподобие хомутов, а во втором – прикручиваются к нему с двух сторон. В остальном особой разницы нет, а функция прибора одна — пайка полипропилена.
Паяльные аппараты, как правило, продаются в комплекте с насадками. Самый дешевый и минимальный комплект китайского производства – это паяльник мощностью до 800 Вт, подставка для него и насадки для 3 типоразмеров самых распространенных труб – 20, 25 и 32 мм. Если в вашей схеме отопления присутствуют только такие диаметры и вы не планируете паять полипропиленовые трубы где-нибудь еще, кроме своего дома, или заниматься этим профессионально, то бюджетного набора будет вполне достаточно.

Если же в соответствии с расчетом и схемой понадобится состыковывать трубы размеров 40, 50 и 63 мм, то придется потратиться и приобрести другой набор для пайки, в котором есть соответствующие детали. Ну и самые дорогие комплекты производятся в европейских странах, отличаются надежностью в работе и долговечностью. Подобные наборы включают в себя такие инструменты:
- паяльник с подставкой;
- тефлоновые насадки для паяльника всех вышеперечисленных диаметров;
- ножницы для отрезки труб под четким углом 90º;
- шестигранный ключ;
- крестообразная отвертка;
- рулетка;
- перчатки.
Важно! Поскольку спайка полипропиленовых труб – это работа с нагретым оборудованием, то настоятельно рекомендуется всегда пользоваться перчатками вне зависимости от того, есть они в комплекте или нет. Особенно это касается новичков, которые в 99 случаях из 100 случайно прикасаются к нагревательному элементу

Рабочая часть паяльника (нагреватель) любой конструкции рассчитана таким образом, чтобы на ней можно было установить 2—3 насадки для труб малого диаметра. Это позволяет экономить много времени, работая с магистралями размером от 20 до 40 мм.
Немного о мощности аппарата для пайки. Высокая мощность необходима для быстрого и равномерного прогрева деталей больших диаметров, каковыми считаются размеры 63 мм и более. Для домашних целей достаточно иметь утюг мощностью 0.7—1 кВт. Паяльники с нагревателями выше 1 кВт считаются профессиональными, соответственно, стоят дороже обычных.
Процесс сварки труб из металлопластика, видео
Металлопластиковые имеют много схожего полипропиленовыми, но слой алюминия у них спрятан глубже, что позволяет использовать слои полипропилена для диффузионной сварки. Процесс спайки проходит под оптимизированной температурой в 260 градусов Цельсия. Перед началом работ паяльник, рассчитанный на напряжение в 220 вольт, устанавливают для разогрева нагревательных втулок (нагревающих элементов). Обычно нужную температуру он набирает в течение 10 минут. В зависимости от наружного воздуха существует необходимость регулировать температуру и время нагрева.
Пока разогревается прибор, специальными ножницами делаются разрезы строго под прямым углом и по размеру, зачищаются от пыли и грязи. Так же следует заранее приготовить фитинги: муфты, тройники и т.д.

Метод подготовки армированных труб несколько отличается. Как уже было отмечено их предварительно следует избавить на концах спайки от «лишних» слоев с помощью шейвера. Это делается для того, чтобы они плотно вошли в соединительные муфты.

Любая полипропиленовая труба должна быть размечена под соединение с фитингом, так, чтобы ее конец доходил до середины + 2 мм дополнительно. Для этого с помощью кондуктора или рулетки на конец наноситься разметка. В случаях использования шейвера, не нужно беспокоиться о точности, ведь он сам, как и нагревательные элементы контролирует глубину нарезки.

В разогретые гильзы (нагревательные элементы) с одной стороны следует вставить полипропиленовую трубу до отметки, а с другой раструб муфты до упора. Если они входят туго, то следует их слегка покачать, но далее не мешать процессу, так как это нарушит целостность соединения.

Непосредственно процесс производят, ориентируясь на время согласно этой таблице.
Только специализированный паяльник сможет обеспечить точную выдержку времени и температуры, феном достичь того же результата просто невозможно.
После нагрева детали вынимают из гильз и без задержки соединяют меж собой прямым движением, соблюдая оси элементов. Некоторые производители наносят на продукцию специальные линии, благодаря им легче ориентироваться. Полученное соединение выдерживают по времени согласно параметрам.

В результате должно получиться соединение, где граница спайки обозначена равномерным наплывом вокруг неё.

Как можно было убедиться, температурная сварка доступна и довольно проста. Основное требование — наличие специального оборудования, то есть паяльника.
5 Выбор сварочного аппарата
Как уже указано в п.4, оптимальная температура сварки враструб для труб из полипропилена 260ºС.
Для создания такой температуры на рабочих поверхностях сварочные насадки устанавливаются на нагреватель и фиксируются болтом через отверстие в нагревателе (рис.11). Существуют нагреватели и насадки с другой геометрией крепежных поверхностей, но сути это не меняет. Внутри алюминиевого нагревателя залит стальной трубчатый нагревательный элемент (рис.12).
| Рис. 11 Нагреватель с насадкой | Рис. 12 Нагреватель в разрезе |
Мощность нагревателя
На практике доказано, что у аппарата для сварки враструб необходимая мощность нагревателя, выраженная в Вт, приблизительно равна 10-кратному значению диаметра свариваемой трубы, выраженному в мм. Другими словами, 500-ваттный нагреватель сваривает полипропиленовую трубу и фитинг Ø50 мм на пределе возможностей. А 1200-ваттного нагревателя достаточно для сварки труб и фитингов Ø125 мм.
Если производитель аппаратов для сварки враструб не уверен в надежности применяемых дешевых трубчатых нагревательных элементов (Турция, Китай), он в алюминий нагревателя заливает 2 нагревательных элемента, каждый из которых включается отдельным выключателем. Каждый из элементов в отдельности имеет достаточную мощность.
Совокупная мощность двух нагревательных элементов вдвое превышает достаточную мощность нагревателя и бессмысленно перегружает сеть питания и контакты термореле каждый раз, когда это термореле включается на нагрев, т.е. примерно раз в минуту. Поэтому ко второму нагревательному элементу нужно относиться как к запасному. Или включать его для быстрого разогрева холодного «паяльника».
Типы терморегулятора
Наиболее совершенный терморегулятор – электронный (или микропроцессорный). Датчиком температуры для такого терморегулятора служит высокоточный терморезистор, который измеряет температуру настолько близко к рабочим поверхностям нагретого инструмента, насколько это вообще возможно (рис.12). Электронный терморегулятор позволяет также учесть инерционность системы (скорость распространения тепла), мощность нагревателя, текущую интенсивность теплоотбора и пр. параметры системы регулирования. Такой регулятор максимально быстро выводит нагреватель на заданную температуру и затем максимально точно ее поддерживает.
На более дешевых сварочных аппаратах в качестве регулятора температуры используется капиллярный термостат. Датчик температуры (капилляр) также находится в теле нагревателя. Однако принцип работы любого термостата – как у простого утюга: если температура выросла относительно заданной на Δtº, нагрев выключается. Когда нагреватель остынет на Δtº относительно заданной температуры, нагрев снова включается. График колебаний температуры – пилообразный. При этом Δtº может составлять 5-10ºС.
Наихудший терморегулятор – биметаллическое термореле. Мало того, что здесь также пилообразный график температуры, здесь еще чувствительным элементом (датчиком) является биметаллическая пластина, которую внутрь нагревателя никак не поместишь. Такая система обладает высокой инерционностью – при интенсивном отборе тепла нагреватель может успеть охладиться на огромную Δtº, прежде чем термореле «почувствует» какие-то изменения.
Ручной «паяльник» или механический аппарат?
DVS 2208-1 (Германия) рекомендует пользоваться ручным паяльником для труб только до диаметра Ø40 мм, а от Ø50 мм и выше – использовать механические аппараты, способные зафиксировать трубу и фитинг соосно и обеспечить их взаимное перемещение с достаточным усилием.
С точки зрения удобства и качества выполнения работ – вполне логично.
К требованиям DVS следует добавить, что хороший механический аппарат позволяет также легко установить нагреватель со сварочной насадкой в специальную направляющую, обеспечив соосность сварочной насадки с трубой и фитингом, и чтобы потом нагреватель можно было быстро убрать (рис.13).
С другой стороны, механический аппарат – это совсем другие деньги. Поэтому мощный ручной аппарат для сварки враструб со сварочными насадками до Ø125 мм (рис.14) пользуется большим спросом, просто для выполнения сварки нужно больше народу.
| Рис. 13 Механический сварочный аппарат | Рис. 14 Мощный ручной аппарат |
Пред.
2
След.
3 Типичные ошибки
Если при совмещении пластиковой трубы с фитингом труба не введена в фитинг до внутреннего упора (рис.7), то между торцом трубы и внутренним упором фитинга остается промежуток. На готовом трубопроводе этот промежуток представляет собой участок с меньшей толщиной стенки и большим внутренним диаметром, чем исходная труба. Расчетное давление эксплуатации этого участка ниже, чем у всего остального трубопровода, это «слабое звено».
Такое «недовведение» трубы в фитинг особенно типично, если при нагреве труба не была введена в сварочную насадку до упора. В этом случае снаружи сварное соединение выглядит вполне правильно, но внутри фитинга остается «слабое звено» (рис.8).
| Рис. 7 Труба не введена в фитинг до упора | Рис. 8 Труба нагрета на малую длину |
Другая типичная ошибка – применение излишнего усилия при нагреве и/или совмещении пластиковой трубы с фитингом. В этом случае между торцом трубы и внутренним упором фитинга выдавливается большой внутренний грат (рис.9). На готовом трубопроводе этот грат создаст серьезное препятствие потоку жидкости или газа (рис.10).
| Рис. 9 Излишнее усилие при сварке | Рис. 10 Снижение проходимости трубы |
Температура сварки полипропиленовых труб таблица
Техническая работа предполагает четкость расчетов, чтобы получить задуманный результат. Существуют правила, основанные на физических законах, и опыте мастеров своего дела, которые помогут избежать ошибок и избавить от сомнений. Эти законы распространяются на температуру, связанную с временем остывания. При покупке или аренде сварочного агрегата к нему прилагается справочник-инструкция, где указано, с какой температурой и сколько времени стоит уделить каждому из типов изделий. Не соблюдение этих норм повлечет за собой ухудшение качества окончательного продукта труда например – низкая герметичность или сужение пластиковой трубы и как следствие меньший объем циркуляции жидкости по ней.
Сочленение полипропиленовых труб невозможно без учета некоторых аспектов.
Нужно знать диаметр изделия, температуру среды в которой происходит работа и как долго прогревается «утюжек». Градусные значения рабочей среды необходимы для того, чтобы во время естественных передышек, без которых не обойдется ни один человек, интуитивно понимать сколько будут остывать составляющие детали. При низкой окружающей температуре среды полипропилен необходимо прогревать дольше чем при оптимальной. Чтобы не испытывать проблем с индивидуальными просчетами, прилагаем готовую таблицу.
Как свариваются трубы?
Трубы могут быть сварены различными способами в зависимости от материала и предназначения.
-
Сварка электродугой (ЭСВ) — применяется для сварки металлических труб, в том числе стальных и алюминиевых. Для сварки используется электрод с покрытием, который при подаче тока создает дугу, расплавляющую металл на стыке труб.
-
Сварка газовой горелкой (ГСВ) — применяется для сварки медных труб, а также для сварки алюминия. С помощью горелки подаются газы (кислород и газ для плавления металла), создающие пламя, которое расплавляет стык труб.
-
Сварка методом трения (ФСВ) — используется для сварки пластиковых труб. С помощью специального оборудования генерируется трение между стыкаемыми трубами, что приводит к их плавлению и сращиванию.
-
Сварка ультразвуком (УЗС) — также используется для сварки пластиковых труб. С помощью ультразвукового генератора создается вибрация, которая приводит к плавлению стыка труб и их сращиванию.
Важно отметить, что для каждого типа труб и сварочных работ необходимо соблюдать определенные условия и правила безопасности. Для сварки металлических труб также может использоваться метод газовой сварки с использованием аргонодуговой сварки (TIG) или полуавтоматической сварки (MIG/MAG).