Особенности
Полипропилен — это синтетический полимер, обладающий выдающимися физико-механическими характеристиками. Он сочетает в себе прочность, гибкость и устойчивость к неблагоприятным воздействиям. Он устойчив к ударам, перепадам температур и воздействию химических веществ.
Материал получают методом полимеризации пропилена. Чтобы он обладал прочностными характеристиками, в сырьё добавляют катализаторы. Продукт химической реакции веществ – белый порошок или цветные гранулы.


Гранулированный или порошковый полипропилен поступает на производство, которое проходит в шесть этапов:
- Экструдирование. В первую очередь сырье попадает в экструдер. Внутри этого устройства гранулы размягчаются и становятся пластичной массой. Чтобы превратить твердое сырье в тягучую массу, его нагревают до 250°С. Для труб белого цвета сырье используют в чистом виде. Если нужны цветные изделия, в экструдер добавляют красители нужного оттенка. Добавка пигмента не сказывается на качестве продукции.
- Формовка. На следующем этапе масса профилируется. Экструдер «выдавливает» заготовки труб. По стандарту диаметр труб составляет 16, 20, 25, 30, 40, 50, 62, 75, 90, 110 мм для работ в доме. Для подземных работ (прокладка коммуникаций) используют изделия большого диаметра – до 120 см.
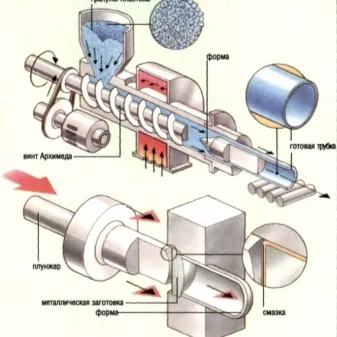
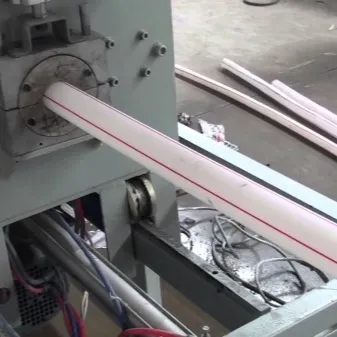
- Закаливание. Горячие заготовки охлаждают холодной водой. Для этого изделия погружают в охлаждающую ванну.
- Нанесение защитного слоя. Затвердевшие трубы пропускают через оборудование, которое «заворачивает» изделие в тонкий слой защитной плёнки. Плёнка эта фольгированная. Она помогает сохранить материалы пригодными для использования после долгого хранения. Перед монтажом плёнку нужно снять.
- Маркировка. На фольгу наносится основная информация. По ней можно сразу определить, для каких работ предназначен тот или иной вид труб.
- Нарезка. Это последний производственный этап. Нарезанные изделия поступают на склад для фасовки и хранения.



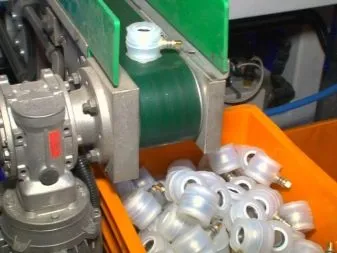
Мелкие и фигурные детали из этого же сырья (например, фитинги для труб) производят аналогичным образом. После экструдера жидкая масса подается в пресс-форму, где отливаются сложные по форме детали. Нарезка им не нужна. Небольшие фрагменты производятся сразу поштучно.
Производство армированных труб несколько сложнее. Оно подразумевает промежуточный или наружный слой из более прочных материалов. Этот слой необходим для того, чтобы уменьшить растяжение при повышении температур.
Поскольку полипропилен близок к полиэтилену – тянущемуся и пластичному веществу, – он тоже обладает свойством увеличиваться и уменьшаться в размерах при смене температуры. При низкой материал сжимается, при высокой растягивается.

Коэффициент растяжения у полипропиленовых материалов существенный. Так, труба длиной 10 м при температуре 95-100°С может растягиваться на 150 мм. Это огромное значение для инженерных коммуникаций, в которых используются детали из пропилена.
Растяжение опасно тем, что труба перестает быть такой прочной, как до изменения температуры. Поэтому его нужно предотвратить во всех системах, где максимальная температура нагрева изделия превышает 90°С.
Область применения полипропиленовых труб определяется их толщиной: чем они толще, тем прочнее. Чем прочнее – тем большие механические и физические нагрузки они выдержат. Чем «выносливее» трубы в эксплуатации, тем шире диапазон использования.
Производители выпускают изделия двух видов: тонкостенные и толстостенные.


Тонкостенными считаются трубы с маркировками PN10 и PN16. PN10 выдерживают температурные перепады до 45°С и давление не больше 10 атм. Толщина стенок – 0,9-1 мм. Сфера их применения сильно ограничена техническими характеристиками, поэтому они самые дешевые. Применять их нужно вдали от высоких температур.
PN16 выдерживает нагрев до 60°С и давление до 16 атм. Стенки значительно толще – 15 мм. При этом у данного типа труб есть отличительная черта, которая затрудняет использование материала во многих сферах. Это большая растяжимость при температуре выше 60°С. Практически во всех системах отопления, где часто используют трубы, температура выше этого значения.
К толстостенным относятся все марки, начиная с PN20. Это уже серьезное оборудование с толстыми прочными стенками до 21 мм. Оно универсально для любого вида работ.



Толстостенные трубы бывают армированными и неармированными.
Армирующий слой располагается внутри трубы, между слоями пропилена или снаружи изделия, как оболочка. Он защищает полимерные изделия от растяжения при высоких температурах.
Делается из разных материалов:
- стекловолокно;
- фольга;
- полиэтилен;
- алюминий.
Трубы без армирования и с армирующим слоем из стекловолокна самые простые в монтаже. Они хорошо плавятся и соединяются с фитингами без препятствий. Соединение получается надёжным.


Трубы с алюминием и фольгой сложнее в работе. Если алюминий находится снаружи полипропиленового слоя, его нужно зачищать на всю ширину соединительного узла. Без зачистки пайка невозможна. Из-за алюминиевой защиты не получится расплавить пропилен, а значит, не будет и качественного соединения.
Зачищать трубу нужно специальным инструментом для труб с алюминиевой армировкой. Процесс этот долгий и трудоемкий, особенно при большом диаметре изделия.


Если алюминиевая прослойка находится внутри пропиленовой трубы, зачищать её ещё сложнее. Но это необходимо. При монтаже внутренний и наружный слои пропилена должны сплавиться между собой и «запаять» алюминий, чтобы на него не попадала вода.
Алюминий не ржавеет, но при попадании воды между слоями труба может лопнуть.
Комбинированные изделия и трубы с алюминиевой пластиной внутри изделия самые сложные в монтаже, но не самые эффективные.


Достоинств у материала довольно много:
- Сравнительно лёгкий вес. Полипропиленовые трубы весят в 9 раз меньше, чем металлические. Их проще транспортировать и монтировать.
- Цена на одну трубу 4 м – в пределах 30-110 рублей.
- Монтаж не требует профессиональных навыков. Потренироваться на запасных деталях стоит, но много времени это не займет.
- Надёжное и герметичное соединение деталей трубопровода и любой другой конструкции. Его обеспечивает пайка. Места стыков защищены от воды и протечек и также прочны, как сама труба.
- Материал поддаётся обработке. Можно делать прямые и косые срезы, нарезать их на фрагменты от 1 см в ширину до любой нужной длины. Это удобно, когда трубы приходится монтировать в труднодоступных местах.


- Материал соответствует требования ГОСТа. В производстве используют материалы, которые могут контактировать с питьевой водой.
- Технические характеристики удовлетворяют требованиям СНиП для монтажа труб в разных эксплуатационных условиях. Допустим монтаж внутри помещения и снаружи (под землёй).
- Полипропилен не ржавеет. В составе нет материалов, которые поддаются коррозийным процессам.
- Изделия не нужно красить. Они уже имеют белый или другой цвет и полуматовую поверхность. Краситель добавляют в сырьё на первом этапе производства, поэтому пигмент надежно закрепляется. Через 10 лет службы изделие будет иметь тот же цвет.


- Для каждой задачи – своё решение. Если нужно провести холодную воду, есть PN10, для кипятка – PN25.
- Вода по трубам течёт бесшумно. Тишину обеспечивает толщина и плотность материала.
- Внутри трубы не появляется отложений от постоянного тока воды.
- Срок службы – до 50 лет.
- Безотходное использование. Из остатков труб можно делать полезные и красивые вещи для дома и быта.

Но недостатки всё же есть:
- Трубы подвержены растяжению при высоких температурах. Даже армированные.
- Изделия нельзя гнуть. Чтобы изменить направление трубы (поворот за угол, вниз и далее), нужно использовать фитинги.
- Для пайки необходимы специальные инструменты.
- На поверхности труб могут оставаться царапины от механических повреждений. Целостности это не вредит, но внешний вид пострадает.
- Армированные трубы требуют подготовки перед пайкой. Только изделия со стекловолокном можно спаять сразу, а алюминий и фольгу нужно зачищать.


Где применять?
Полипропиленовые трубы – многофункциональная вещь в хозяйстве.
Вот что можно из них сделать:
- Систему водопровода. Для холодного водоснабжения подойдет неармированная тонкостенная или толстостенная труба. Она дёшево стоит, легко монтируется, отлично справляется с транспортировкой воды температурой до 45 градусов.
- Систему горячего водоснабжения. По трубам с маркировкой NP20 или NP25 можно смело подавать воду температуры кипения. Пропилен начинает плавиться лишь при 170 градусах.


- Систему централизованного отопления в коттедже, доме или на даче. Для этого нужно выбрать трубы большого диаметра со стекловолокном. Они надежные и не требуют сложной зачистки. Пайка таких труб проходит на ура. Теплопроводное удлинение труб со стекловолокном в 10 раз меньше, чем без него – всего 1,5 см. За счёт этого трубы не провисают и не деформируются.
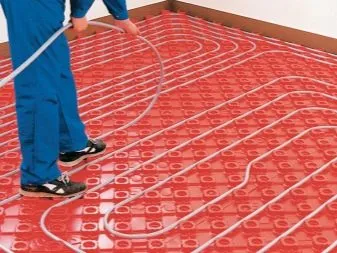
- Водяной тёплый пол. Если тепла от трубопроводов с горячей водой не хватает, монтируют систему тёплого пола. Минус такого пола в том, что невозможно свернуть трубу с маленьким шагом. Плюс – в экономичности обслуживания системы и ее сроке службы. Срок службы водяного тёплого пола – около 50 лет. При этом систему можно монтировать прямо в стяжку пола.
- Вспомогательные системы: вентиляционную и канализационную.
- Забор на даче. От непрошеных гостей не защитит, но разграничить территорию с соседями может. На охраняемых дачных участках это один из простых и бюджетных вариантов.
- Парник или теплицу. Трубы прочные и хорошо переносят снежную нагрузку зимой. Из них удобно собирать простую теплицу в 1,5-2 м высотой.
- Многоярусную клумбу для садовых растений.
- Беседку и мебель для сада. Стулья, дровницы, тенты, переносные столики, шезлонги.





- Предметы быта. Из обрезков труб можно сделать полезные вещи для прихожей, балкона, гаража, мастерской, детской комнаты. При помощи тройников, муфт и фрагментов трубы собирается любой предмет геометричной формы – полка для обуви, подставка для цветов, вешалка для одежды, сушилка или мусорная корзина. Все, на что хватит фантазии и остатков материала. Удобно собирать для маленьких детей игровые площадки, качели, домики. Если добавить сетку, получатся отличные ворота для детского футбола.
- Элементы декора. Используя уголки и переходники, можно собрать книжную полку в лофт-стиле. Короткие обрезки разного диаметра пойдут для создания рамки для фото или зеркала, светильников, цветочных горшков и ваз.


Что потребуется?
При работе с полипропиленовыми трубами понадобится несколько групп инструментов.
Первая группа необходима для замеров. К ней относятся рулетка, линейки, маркеры, строительные уровни. В сложных случаях придется прибегнуть к математическим вычислениям. Например, при использовании пропиленовых труб для подачи воды из источника на улице в дом.
Помимо чертежных и измерительных инструментов, понадобится спирт и обрезки хлопковой ткани. Они нужны для обезжиривания поверхности труб. На обезжиренную поверхность лучше ляжет разметка и она удобнее для пайки.
Вторая группа приборов необходима для нарезки. Длина одной трубы в среднем составляет 4 метра. Из неё нужно нарезать короткие фрагменты, подгоняя их под размер участка, где будут установлены трубы.

Разрезать трубу подручными материалами не рекомендуется. Это долго, неудобно, а срез получается некачественным. Его край «махрится», получается с заусенцами. Его необходимо зачищать наждачной бумагой или срезать тонким ножом.
Инструменты для единичного среза (можно использовать, чтобы отрезать 1-2 фрагмента, когда других под рукой не оказалось):
- ножовка по металлу;
- электролобзик;
- пила-болгарка;
- самозатачивающийся нож.
Пропилен мягкий, поэтому такие инструменты справятся с задачей. Если приходится использовать их при отсутствии других, важно учитывать, что срез будет неровным, а внутрь трубы попадёт стружка. Эту стружку нужно удалить, чтобы она не «гуляла» по водопроводу или системе теплого пола.



Электрические приборы (лобзик, пила) требуют аккуратности в работе. Нужно контролировать силу, с которой происходит нажим на трубу и несколько раз проворачивать трубу при резке. Это помогает сделать срез прямым, а не под углом.
Перечисленные инструменты нужно использовать правильно – не пилить, а постараться зафиксировать изделие на месте и надавить сверху инструментом. В таком случае срез будет максимально близок к идеалу и стружки получится меньше. Но такой способ подходит только для тонкостенных и небольших в диаметре труб. С армированными изделиями придется повозиться.
Инструменты для качественной резки труб:
- специальные ножницы для пластиковых труб, в том числе пропиленовых;
- роликовый труборез;
- электрический труборез;
- труборез гильотинного типа.



Ножницы для труб совсем непохожи на обычные. Острое лезвие у них закреплено только с одной стороны. На месте второго находится широкое металлическое основание. Внутри основания есть паз. В этот паз при нарезке изделий из пластика входит острый край лезвия. Край трубы получается ровным и пригодным для монтажа.
Для работы с такими ножницами нужна только мускульная сила. Чтобы разрезать трубу, нужно сомкнуть рукоятки ножниц, чтобы лезвие прошло сквозь пластик.
Плюс этих ножниц в том, что они легкие, дешевые, без труда перемещаются с места на место. Минус в том, что расстояние между лезвием и основанием нельзя увеличить. В него проходят только тонкие трубы (до 45мм).
Изделия большого диаметра (для канализации, отопления) разрезать вручную не получится.


Также некоторые мастера считают недостатком то, что эффективность инструмента напрямую связана с физическим усилием.
Роликовый труборез, напротив, больше ориентирован на работу с большими диаметрами. Внешне он похож на струбцину. Режущее лезвие расположено на торцевой стороне струбцины.
Ещё проще представить этот инструмент, если вспомнить ручную машинку для закатывания банок. Приспособление устанавливается на трубу и затягивается при помощи болта. Важно не перетянуть, чтобы изделие не пошло трещинами. После этого нужно взяться за рукоятку лезвия и провернуть её по часовой стрелке. Получится круговой срез с ровным краем.
Преимущество инструмента – в удобном использовании и качественном результате. По размеру и весу он больше ножниц. По принципу действия тоже связан с физическим усилием.


Электрический (или аккумуляторный) труборез работает от электродвигателя. Он максимально быстро и без лишних усилий справляется с задачей. Однако диаметр изделия также ограничен, как у ручных ножниц.
Труборез гильотинного типа относится к ручным инструментам. Его конструкция принципиально отличается от ножниц и труборезов, а возможности несколько больше. Им можно разрезать трубы диаметром 5-35 см. При этом зажимать струбцинами трубу не нужно. Срез получается ровным без риска растрескивания пластика.
Не рекомендуется использовать «циркулярку» и ленточные пилы. Они опасны для целостности трубы изнутри и для человека.
Третья группа инструментов пригодится для зачистки труб.
К ней относятся всего два инструмента, но они очень важны:
- фаскосниматель;
- калибратор.



Назначение фаскоснимателя – снимать кромку и верхний слой пластика вокруг среза трубы. Это улучшает качество пайки.
Фаскосниматели различаются по диаметру. Также они бывают механическими и автоматическими. Инструмент не универсален, поэтому с характеристиками важно не прогадать.
Калибратор нужен для обработки армированных труб. С его помощью удаляют алюминиевый слой или фольгу. Также он способен устранить заусенцы и неровности на срезе. Некоторые калибраторы могут выполнять функции фаскоснимателя.
Полезная функция калибратора – возвращать срезу идеально круглую форму, если труба немного помялась в процессе резки.
Главный недостаток этих инструментов в том, что для каждого диаметра нужен свой калибратор и фаскосниматель.


Четвертая группа приборов нужна для, собственно, пайки. Сварка или пайка труб осуществляется паяльником со сменными насадками. Работа с этим аппаратом требует осторожности и соблюдения мер безопасности.
Поскольку паяльник нагревается до большой температуры, есть риск получить ожоги при работе с ним. В списке покупок для пайки на первом месте должны быть хорошие плотные перчатки, желательно с термостойким покрытием.
В комплекте паяльника должны быть сменные насадки для труб разного диаметра. Сменить насадку можно при помощи ключа-шестигранника.
Сбоку или сверху корпуса расположен тумблер для регулировки температуры. К любому паяльнику прилагается инструкция с подробным описанием инструмента и всех манипуляций, которые с ним можно производить.


Трубы и вспомогательные элементы для сборки
Одним из неоспоримых достоинств полимерных труб является простота сборки.
Монтаж элементов можно производить практически везде: прокладывать открытым способом на стенах либо размещать скрыто под полом.

Если сварка водопроводных труб из полипропилена произведена правильно, то собранная система исправно прослужит без ремонта не один десяток лет
Полимерные трубы выпускаются диаметрами от 20 до 110 мм. Для бытовых целей чаще всего используются изделия размером 20/25/32/40 мм. Область из применения определяет показатель номинального давления материала.
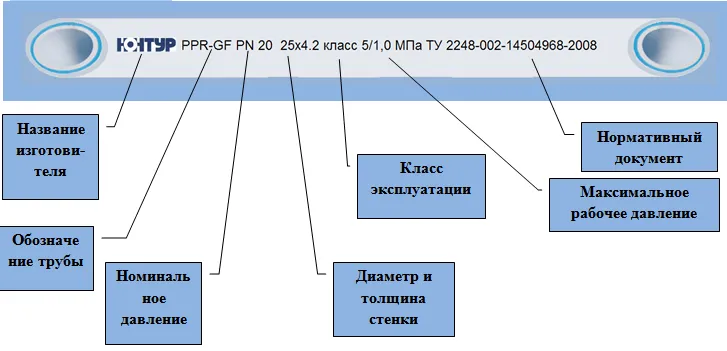
В маркировочной надписи он обозначается буквами «PN»:
- PN 10 – выбирают для обустройства холодного водоснабжения.
- PN 16 – используют для холодной воды, но с более высоким напором, а также при обустройстве системы «теплый пол».
- PN 20 – изделия, единственным ограничителем которых является температурный режим транспортируемой через них жидкостей. Он не должен превышать отметки в 75 °С.
- PN 25 – универсальные изделия, применяемые для обустройства как «холодных», так и «горячих» систем, температура которых достигает отметки в 90 °С.
В продаже можно встретить полимерные изделия, оборудованные дополнительным армированием.

Армированные изделия применяют для прокладки на длинных участках в условиях, где необходимо снизить линейное расширение, возникающее при колебаниях температуры
Главной особенностью полимерных труб является невозможность их изгиба.
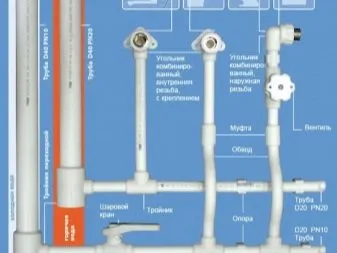
Поэтому все изменения траектории прокладываемой магистрали осуществляются только из прямых участков, соединенных между собой вспомогательными фурнитурными элементами:
- крестовины – для возможности ответвления основного потока;
- тройники – размножители потоков;
- муфты – для соединения труб на прямом участке;
- отводы – для изменений направления трубопровода.
Фитинги могут быть оснащены вплавленной металлической резьбой, которая дает возможность соединять полимерный трубопровод с металлическими элементами.

Чтобы швы получались максимально прочными и герметичными, важно обеспечивать точное совпадение диаметров состыковываемых элементов
При выборе вспомогательных элементов следует брать за основу два параметра: внутреннее сечение изделий и толщину их стенок. Эти параметры должны соответствовать техническим характеристикам используемых полипропиленовых труб.
Специфика пайки труб из полипропилена
Процесс пайки осуществляется благодаря выраженным термопластичным свойствам материала. Полипропилен размягчается при нагреве – приобретает состояние, подобное пластилину.
В соединении полимерных труб, диаметр которых не превышает 63 мм, используется в основном муфтовая или раструбная сварка.
Для соединения пластиковых труб пайкой две состыкуемые детали (трубу и фитинг или муфту) разогревают до пластичного состояния. Методом пайки соединяют полимерные трубы и фитинги из того же материала: уголки, прямые муфты, фитинги с металлической резьбой для установки запорной и регулирующей арматуры. Стыковым способом соединяют трубы диаметром свыше 63 мм. Однако если имеется фитинг подходящего диаметра, лучше соединить с его использованием.
Особенности труб, учитываемые при монтаже
Для правильного выбора способа пайки пластиковых труб необходимо учитывать не только их диаметр, но и толщину стенки. Следовательно, перед началом работ необходимо уточнить реальную толщину стенки выбранного изделия по маркировке и замерам (для проверки).
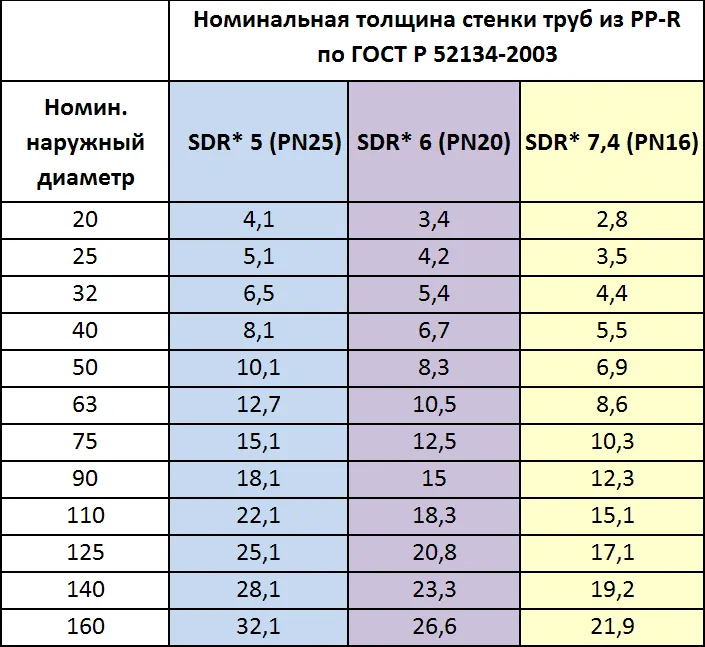
Для нормальной работы необходимо согласно маркировке уточнить данные в нормирующем документе.
В целом технические данные по напорным трубам из термопластов нормирует ГОСТ. Однако каждое производство имеет свои нюансы, а в отношении зарубежных производителей данный стандарт вообще не работает. Поэтому лучше уточнить допустимый температурный диапазон (рабочий и аварийный), они не должны превышать температуру пайки.
Далее, согласно полученной информации, следует уточнить длительность нагрева при сварке подготовленных пластиковых труб и температуру нагрева, а также время остывания деталей.

Также, с учетом роста толщины стенки с увеличением номинального наружного диаметра, по таблице определяется ширина сварного пояса – то есть протяженность нагреваемого участка. Он должен быть одинаков для трубы и фитинга, поскольку диффузия (взаимопроникновение частиц материала на молекулярном уровне) требуется по всей стыкуемой площади. Определить ширину сварного пояса (глубину вставки трубы в муфту) и размер фаски можно по таблице.
Максимальная глубина вставки (собственно ширина сварного пояса) без зачистки.
На основании данных о типе пластика выставляется нужный уровень нагрева сварочного аппарата, точнее, нагревательных элементов – парных насадок.
В некоторых случаях температура пайки полипропиленовых труб составляет не 200…220 градусов Цельсия, а около 260 градусов, это необходимо уточнять у производителя или продавца.
Общее описание технологии
Возвращение материала в условия нормального температурного фона способствует отвердению его структуры до нормального состояния. Эти свойства стали основной технологии пайки, которая на техническом языке называется – полифузная сварка.

Методика пайки сантехнических элементов на основе пластика получила широкое распространение. Технология отличается простотой и требует минимальных вложений сил и средств
На практике применяются две методики стыковки свариваемых деталей:
- Муфтовая.
- Прямая.
Муфтовый метод. Техника сварки показывает, как можно паять полипропиленовые трубы, используя для этого фасонную деталь – муфту или трубу большего внешнего диаметра. Обычно таким способом выполняется пайка пластиковых труб, диаметр которых не превышает 63 мм.
Принцип сварки двух деталей в данном случае построен на расплавлении части трубы по внешней окружности и части муфты по внутренней области. Затем обе детали плотно стыкуются.

Муфтовая спайка: 1 – труба пластик, 2 – муфта (или раструб фитинга), 3 – нагревательный элемент паяльника, 4 и 5 – металлические насадки (болванки)
Прямой способ. Метод основан на том же принципе расплавления небольших участков пластиковых труб с последующей их стыковкой. Но в этом варианте стыковыми элементами выступают две трубы одинаковых диаметров, и стыкуется они торцевыми поверхностями.
Этот, на первый взгляд, несложный метод пайки полипропилена требует высокой точности обработки участков стыка и точной установки двух деталей по осям в процессе их спайки.

Прямая спайка: 4 – нагревательный элемент паяльника, 5 – область трубы, подвергаемая расплавлению. Эта методика сварки пластиковых труб редко применяется в бытовом секторе
Наряду с обозначенными «горячими» технологиями практикуется также методика «холодной» спайки. Здесь в качестве активного паяльного компонента используется специальный растворитель, способный размягчать структуру полипропилена. Однако высоким уровнем популярности подобная методика не отличается.
Паяльные машины для сварки труб
Как муфтовая, так и прямая методика требует паять пластиковые трубы специальными сварочными аппаратами. Конструктивно паяльная техника представляет собой нечто подобное электрическому утюгу.
Основа приборов – массивный металлический нагревательный элемент, на поверхность которого устанавливаются съёмные насадки – металлические болванки разных диаметров. Такой паяльник называют утюгом для сварки.
 для труб из полипропилена")
Таким выглядит паяльник («утюг») для труб из полипропилена. Несложное электрическое устройство, полуавтоматическое, благодаря которому делается спайка пластика
Под выполнение стыковой сварки конструкции паяльных аппаратов отличаются повышенной сложностью. Обычно в составе такой техники имеется не только нагревательный элемент, но также система центровки свариваемых деталей.
Как правило, аппаратура прямой сварки, как и сама технология, редко применяются в бытовой сфере. Приоритет использования — промышленность.

Более сложное устройство, при помощи которого выполняется точная центровка свариваемых деталей с дальнейшим процессом нагрева и пайки. Используется с технологией прямой сварки
Кроме паяльников, мастеру также потребуются:
- ножницы — труборез для полипропиленовых труб;
- рулетка строительная;
- угольник слесарный;
- шейвер для труб с армированием;
- маркер или карандаш;
- средство обезжиривания поверхностей.
Так как работы производятся на высокотемпературном оборудовании, обязательно следует надевать плотные рабочие перчатки.
Подготовка паяльного аппарата

На нагреватель надевают и затягивают специальными винтами рабочие пары — дорны и муфты. Диаметры подбираются под рабочие нужды. Если подразумевается работа с одним типом трубы, то достаточно одеть одну пару, максимально близко расположенную к концу нагревателя.
Важно! Работать удобнее при условии надежной фиксации аппарата на рабочей поверхности верстака. Хорошо, если конструкция предусматривает винт для крепления на краю столешницы. Если такой возможности нет, то можно привинтить аппарат к поверхности саморезами. Для такой фиксации должна быть специальная поверхность.
Для работы с полипропиленом требуется включить на паяльнике температуру в 260 градусов. Температура одинаковая для всех труб. Изменяется только время прогрева.
Следует смотреть за тем, чтобы была достигнута рабочая температура. Для этого нужно просматривать средства индикации, доступные на конкретном аппарате.
Важно! Перед соединением и нагревом обязательно следует очистить места соединения от пыли и грязи, а также провести обезжиривание.
Процедура сварки полипропилена
Важное предостережение! Работы по сварке полимерных материалов должны проводиться в условиях хорошей вентиляции помещения. При нагреве и плавке полимеров выделяются токсичные вещества, которые в определённой концентрации оказывают серьёзное влияние на здоровье человека.

Процедура сварки полипропилена несложная, но требует точности и аккуратности в работе. Также следует избегать банальных ошибок, таких, как недостаточный или излишний нагрев
Первым делом необходимо подготовиться к работе:
- На плато нагревателя установить болванки нужного диаметра.
- Регулятор температуры пайки выставить на 260ºС.
- Подготовить сопрягаемые детали — разметить, снять фаску, обезжирить.
- Включить паяльную станцию.
- Дождаться набора рабочей температуры — включения зелёного индикатора.
Сопрягаемые детали (труба — муфта) одновременно насадить на болванки паяльной станции. При этом полипропиленовая труба насаживается во внутреннюю область одной болванки, а муфта (или раструб фасонной детали) на внешнюю поверхность другой болванки.
Обычно концы трубы вставляют по границе размеченной ранее линии, а муфта насаживается до упора. Выдерживая полипропиленовые детали на разогретых болванках, следует помнить о важном нюансе технологии – времени выдержки.
Перед пайкой выполняем раскрой трубы ножницами для полимерных изделий. Рез должен быть строго перпендикулярен оси трубы. Примеряем фитинг или муфту к отрезанной заготовке. По их кромке отмечаем глубину пайки — отрезок трубы, который будет соединен со свариваемой деталью. Свариваемые детали одновременно устанавливаем на металлические болванки утюга и также одновременно снимаем по истечении нормативного времени нагрева. Разогретые детали быстро и уверенно соединяем, не давая разогретому материалу утратить пластичность. При соединении соблюдаем соосность, детали не проворачиваем относительно друг дружки.
При условии недостаточной выдержки по времени есть риск получить низкую степень диффузии материала, что скажется на качестве спая. Если ли же передержать детали, то высок риск деформации структуры изделия. Это чревато ухудшением качества спайки.
Рекомендуется пользоваться таблицей, где указывается оптимальное значение времени для труб с разными техническими параметрами.
Таблица времени пайки полипропиленовых труб
| Условный диаметр трубы, мм | Время нагрева для оптимальной диффузии, сек | Время на спайку деталей, сек | Время на охлаждение деталей, мин |
| 20 | 5-8 | 8 | 2 |
| 25 | 7-11 | 10 | 3 |
| 32 | 8-12 | 12 | 4 |
| 40 | 12-18 | 20 | 5 |
После выдержки деталей на болванках в течение оптимального периода времени, их снимают и быстро стыкуют нагретыми частями. Процедуру стыковки необходимо выполнить чётко, быстро (по времени в таблице), при соблюдении соосности спаиваемых деталей.
Допускается производить незначительную корректировку по осям (в течение 1-2 сек), но проворачивать детали, одну относительно другой, недопустимо.

Так выглядит спаянная конструкция – фрагмент трубопровода из полипропилена. На высокое качество пайки указывает характерный шов в месте входа трубы в фитинг
Обозначенное время пайки любых полипропиленовых труб может корректироваться в зависимости от условий производства работ и показателей материала.
К примеру, если монтаж выполняется при минусовых температурах окружающей среды, естественным образом указанные нормы увеличиваются до 50% от номинала. Для каждых отдельно взятых нестандартных условий время нагрева подбирают методом пробной спайки.
Рисуем монтажную схему
На этапе укладки трубопроводов и подсоединения сантехнического оборудования нужно иметь на руках проект отопления и водопровода. Если схема разводки еще не разработана и диаметры магистралей не определены, рекомендуем сначала ознакомиться с руководством по выбору отопительной системы частного дома.

Пример однотрубной системы отопления одноэтажного дома
Перед тем как закупать и сваривать полипропиленовые элементы, перенесите схему в реальные условия:
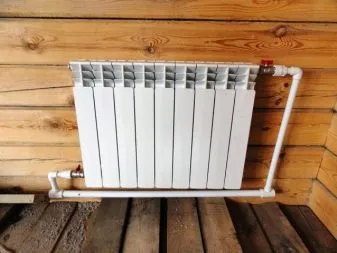
- Разметьте контуры радиаторов либо заранее установите все отопительные приборы.
- Нанесите карандашом или маркером на внутренние поверхности стен точки монтажа водяных розеток, кранов, распределительных коллекторов и прочей арматуры.
- Пользуясь длинной рейкой и строительным уровнем, соедините отмеченные точки линиями, вдоль них потом проложите пластиковые трубы.
- По числу разветвлений и поворотов трубопроводов выясните потребность в фитингах – тройниках, муфтах и отводах.
Важный нюанс. Грязевики должны ставиться в правильном положении – горизонтально, «носиком» вниз. Под установку водяных фильтров выбирайте подходящие прямые участки.
После вычерчивания проекций на стенах несложно рассчитать, сколько потребуется полипропиленовых труб, достаточно замерить длину линий рулеткой. Не забудьте о пластиковых клипсах для крепления трубной разводки.

Разметка на стене помогает увидеть реальные контуры будущей системы
При закупке фитингов и труб возьмите на заметку ряд рекомендаций:
- пайка пластиковых труб производится путем погружения каждого торца внутрь фасонного элемента на глубину 14—22 мм (зависит от диаметра), значит, длина каждого прямого участка увеличивается на 3—5 см;
- в системе отопления и ГВС полипропилен удлиняется за счет нагрева, поэтому во избежание изгибов магистралей нужно приобрести специальные фитинги — компенсационные петли;
- для пересечения других трубопроводов используйте обходные элементы, сделанные из ППР;
- на горячее водоснабжение и подачу теплоносителя берите трубы, армированные алюминиевой фольгой, базальтовым или стекловолокном.

Компенсационные петли ставятся на линиях большой протяженности либо стояках, зафиксированных неподвижными опорами (например, перемычка между 2 металлическими трубами соседних квартир). Без компенсации удлинения PPR труба в обеих случаях изогнется саблей из-за нагрева.
Дельный совет. Если вы планируете заняться сваркой полипропилена впервые, купите лишних 2—3 метра трубы и несколько запасных муфт. С помощью прямых соединителей легче проконтролировать качество стыков, так что потренируйтесь и спаяйте несколько соединений.
Паяем первый стык
Технология сварки полипропилена выглядит довольно простой – конец трубы и фитинг одновременно разогреваются паяльником, затем стыкуются вручную. Здесь и кроется подвох – при малейшем отклонении от технологических требований соединение становится ненадежным.
Важный момент. Доработка или ремонт неудачного стыка невозможен – бракованный участок вырезается, соединение восстанавливается путем применения новых фитингов и наращивания трубы (при необходимости). Поэтому новичкам стоит потренироваться перед ответственным паянием.

Органы управления и функциональные элементы паяльного нагревателя
Как правильно паять трубы согласно инструкции производителей полипропилена:
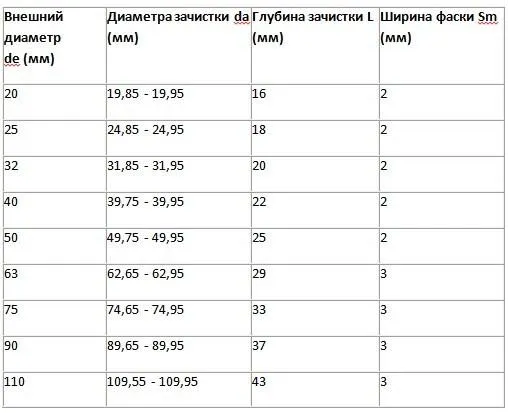
- Ножницами обрежьте трубопровод под нужный размер. Если PPR армирован алюминием, произведите зачистку торцевой части шейвером. Цель – удалить верхний слой фольги и подогнать наружный диаметр под внутреннее сечение фасонного элемента.

- Отложите от торца расстояние 14—22 мм (см. таблицу ниже) и нарисуйте на поверхности метку, указывающую глубину погружения. Если необходимо зафиксировать положение трубы относительно фитинга, нанесите на обеих изделиях соответствующие риски.

- Включите паяльный аппарат, настройте температуру +260 °С и дождитесь, пока погаснут индикаторы нагрева. Смочите ветошь уайт-спиритом и обезжирьте сплавляемые поверхности.
- Одновременно наденьте трубу и фитинг на ответные профили насадок. Трубный торец погружайте до метки, не глубже. Выдержите положенное время прогрева, ориентируясь по таблице.

- Так же одновременно стяните свариваемые элементы с нагревателя и быстро вставьте конец трубы внутрь фитинга (до метки, не до упора!). Максимальный временной интервал между снятием с аппарата и стыковкой – 3 секунды.

- Удерживайте стык руками в течение нескольких секунд (точно указано в таблице). Оцените качество соединения – внутренний проход не должен перекрываться расплавом.
Примечание. Производители полипропилена категорически не рекомендуют вращать элементы вокруг собственной оси в процессе насаживания / снятия / стыковки. Фитинг и патрубок стягиваются с паяльника и соединяются только прямым движением.
Как нетрудно заметить по таблице, глубина погружения и длительность выдержки деталей на аппарате зависит от диаметра трубопровода. Если превысить указанное время, полипропиленовый расплав закроет часть проходного сечения. В случае недогрева стык пройдет опрессовочные испытания, но спустя 1—2 года станет протекать.

Сварочные работы рекомендуется вести при температуре окружающего воздуха не ниже +5 °С. Если приходится варить полипропилен на холоде либо при тридцатиградусной жаре, время нагрева следует откорректировать на 50% в одну или другую сторону — рекомендация производителя. На практике лучше выполнить несколько пробных стыков и определить выдержку опытным путем.
Сварка участков в неудобных условиях
Монтаж по месту начинается с фиксации сваренных секций в клипсах, установленных вдоль трассы на стене. Первый участок нужно жестко закрепить, чтобы труба не скользила внутри защелок, либо упереть другим концом в стену. Затем снять с подставки паяльник и сваривать стык на весу.
Совет. Сборочные работы лучше выполнять с помощником, при необходимости он удержит одну трубу или примет у вас сварочный аппарат, когда потребуются обе руки для быстрого соединения нагретых деталей. Если помогать некому, нужно создать на первом участке надежную точку опоры, чтобы элементы не двигались в клипсах.

Здесь сварка производится без особых затруднений – жало паяльника легко надевается на трубы
Опишем несколько приемов сварки полипропилена в труднодоступных местах:
- Когда первый участок закрепить не получается, попросите помощника подержать трубу. По окончании нагрева быстро передайте ему паяльник и соедините элементы.
- Если нагреватель «утюга» упирается торцом в стену, попробуйте освободить концы свариваемых труб из фиксаторов.

- Вариант второй: отыщите более удобное место для пайки, нарастите длину трубопровода с помощью муфты и таким образом перенесите точку соединения.
- Если детали невозможно раздвинуть на ширину нагревателя, прикрутите к «утюгу» 2 одинаковых комплекта насадок и надевайте обе секции с одной стороны дорна, как демонстрируется на фото.

- Одиночный стык в глубокой нише, куда аппарат не войдет в любом положении, опытные исполнители варят так: снимают клещами с дорна разогретую насадку и вставляют ее между соединяемыми деталями.
Примечание. Последний способ считается довольно рискованным – снятая насадка быстро остывает, нужно уметь точно подгадать время выдержки. Права на ошибку нет – когда стык потечет, придется переделывать часть системы и устранять последствия затопления.
По окончании сборочных работ сделайте опрессовку – заполните трубопроводную сеть водой, накачайте максимальное рабочее давление и оставьте на 1 сутки. Подробности монтажа и проверки смотрите во втором видеоуроке:
Соединение ППР без сварки
В жизни случаются ситуации, когда применение традиционной пайки полипропиленовых деталей исключено. Например, стык расположен в труднодоступном углублении или при монтаже внезапно отключили свет, а вам осталось сварить последнее соединение. Практикуется 3 одноразовых способа:
- разогрев газовой горелкой и последующая стыковка;
- использование компрессионной муфты типа Gebo;
- посадка элементов на анаэробный клей.
Почему указанные варианты считаются одноразовыми. Склейка и нагрев горелкой не могут обеспечить требуемой надежности стыка и применяются лишь в крайнем случае на магистралях холодного водоснабжения. Соединять подобным образом трубы отопления и ГВС крайне нежелательно. Муфты Gebo надежны, но слишком дороги.

Технология соединения без паяльника проста – детали обезжириваются, аккуратно греются пламенем горелки, стыкуются и фиксируются на 6—10 секунд. Методика демонстрируется ниже на видео.
Склеивание производится согласно инструкции на упаковке анаэробного герметика. Конец трубы и гнездо фитинга следует зачистить, обезжирить и наложить клей небольшой кистью. Затем элементы скрепляются методом сжатия.
Распространённые вопросы и ответы по пайке полипропилена
Можно ли паять трубы одного производителя, а фитинги другого? Безусловно можно, однако хочется предупредить, что и муфты, и трубы следует использовать надлежащего качества. Не стоит использовать детали безымянных производителей. В непрофессиональных магазинах часто продают трубы разных фирм, а фитинги одни и те же, от безымянного производителя. В целом же ничто не мешает спаивать трубы и фитинги разных производителей, с разным армированием или без такового по разные стороны муфты.
Полипропилен липнет к насадкам — что делать? Первым делом нужно проверить реальную температуру на паяльнике — вполне возможно, что она не соответствует температуре на термостате. Чаще всего расплавленный пластик начинает прилипать на поцарапанные насадки, поэтому их не следует чистить металлическими предметами. Насадку можно почистить плотной бумагой или картоном, но обычно это не дает долгого эффекта. Если насадка начала активно загрязняться, то самым разумным выходом будет приобретение новой.
Тем не менее, временно выйти из положения при слишком «липкой» насадке можно. Чтобы не испортить сварной шов и оставить насадку максимально чистой, во время снятия трубы и фитинга с насадки их нужно немного прокрутить.
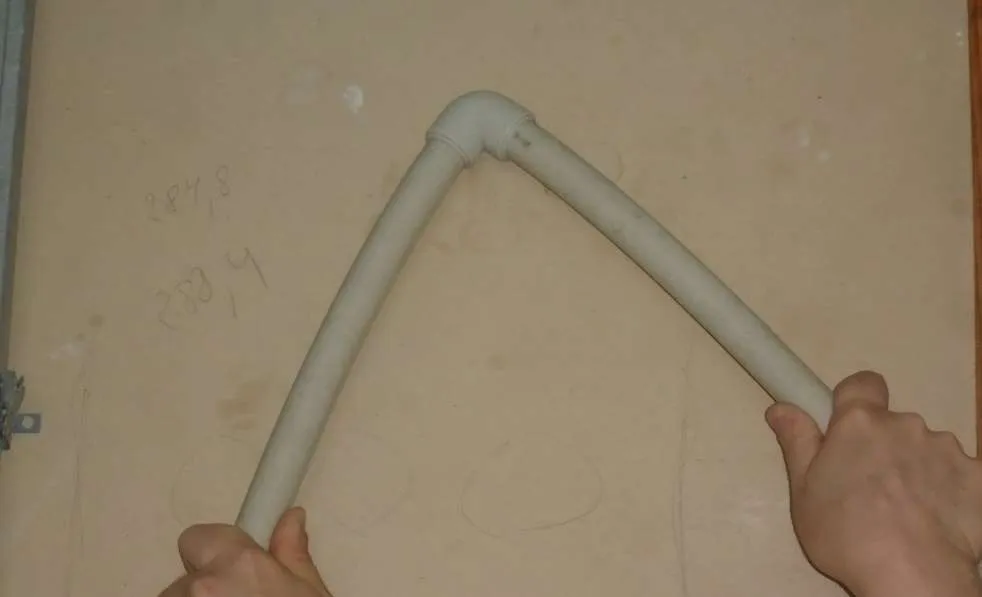
Можно ли гнуть полипропиленовые трубы? Гнуть их нельзя, ни при монтаже, ни после. Если существует необходимость изогнуть трубу во время монтажа — то следует использовать обводы или комбинации из уголков. Справедливости ради стоит заметить, что слабое место у трубопровода на изгиб — это стык трубы и фитинга. Эта точка сопряжения обламывается при некотором усилии на излом. Чтобы убедиться в этом, достаточно спаят пробную конструкцию из уголка и двух отрезков трубы по 50 см., и попробовать сломать эту «кочергу» руками.

Иногда случается потребность спаять узел с нестандартным углом. ПП уголки встпечаются только двух видов: 90 и 45 градусов. А что делать, если нужен поворот трубы иного градуса? Существует два известных метода:
При помощи двух уголков 45° можно сделать любой угол, изменяя угол поворота уголков относительно друг друга. Недостаток способа в том, что из-за нестандартного поворота, соединение не будет в одной плоскости.
Второй способ — нарушать соосность трубы и фитинга на нескольких соединениях. Не стоит забывать, что прямолинейность в месте стыка трубы и фитинга не должна отклоняться более, чем на 5°.


Как спаять полипропиленовые трубы если нет свободного хода? Существуют различные варианты, в зависимости от конкретной ситуации. Это и использование 2 паяльников, и применение разъемных соединений, и прочее. Однако если монтаж выполняется не на «парадном» участке трубопровода, то самым простым решением будет выполнение обвода. В самом простом воплощении можно обойтись 2 лишними углами 90 градусов. Весь смысл в том, что если мы не можем раздвинуть трубы по горизонтали, напаяв 2 уголка, мы можем сварить их между собой по вертикали или в другой плоскости.

Как спаять трубы, если не держит кран? Категорически нельзя производить сварку, если в спаиваемом участке присутствует вода. Если по каким-либо причинам полностью перекрыть воду не удаётся, нужно остановить её на время сварки. В интернете советуют затыкать трубу хлебным мякишем, но проблема в том, что мякиш тут же выдавливает вновь создающимся давлением в трубе. Поэтому способ будет работать только тогда, когда есть возможность открыть для выхода воздуха участок до места спаивания. А когда трубы спаяны, мякиш легко выскакивает при подаче давления.
Совет: если во время сварки было слышно шипение воды на насадке — узел лучше вырезать и переделать! Уж лучше потратить лишнее время при монтаже, чем исправлять и устранять течь в будущем, с кучей вылезших проблем!

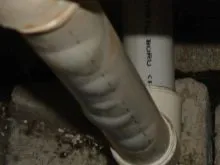
На этом фото видно, что у фильтра откручена заглушка и оттуда по тряпочке стекает лишняя вода. А в месте спаивания заткнут хлебный мякиш. Благодаря открытому фильтру, чуть больше минуты, чтобы успеть совершить пайку, пока вода не выдавит мякиш.
Ошибки во время пайки, способы, позволяющие их избежать
Больше погрешностей при сваривании полимерных изделий появляется при отсутствии опыта. Но и у мастеров тоже случаются ошибки:
- низкая точность размеров труб на этапе резки, в результате при соединении частей нет возможности правильно расположить трубопровод, что особенно важно, когда он проходит на участке сложной конфигурации;
- изменение положения труб относительно друг друга при стыковке (когда не были учтены допуски), что приводит к увеличению напряжения на шовном соединении;
- неравномерный нагрев: полипропилен быстро остывает, пока нагревается одна часть трубы, другая уже холодная, что не позволяет произвести пайку, в результате при повышении давления в трубопроводе нарушается герметичность шва, происходит затопление помещения;
- нарушение правил нагрева: не учитывается длительность пайки, остывания, глубина сварки, что также не позволяет обеспечить высокое качество шовного соединения.
Правила, которые помогут предупредить появление ошибок:
- отсутствие зазора между деталями, которые стыкуются;
- выдержка времени пайки, иначе произойдет недостаточный нагрев материала, он не наберет достаточную вязкость, а при перегреве уменьшается внутренний диаметр;
- зона монтажа не более 1,5 м, т. к. иначе увеличится задержка при выполнении операций во время пайки;
- в неотапливаемом помещении полипропилен быстро остывает, чтобы выполнить сварку, необходимо предварительно прогреть воздух;
- нельзя допускать перепад температур между свариваемыми частями трубопровода.
После соединения полимерных изделий их нужно плотно удерживать, не меняя положения. Принимают во внимание длительность пайки – для разных видов труб значение этого параметра отличается. По истечении данного отрезка времени можно отпустить изделие, но не рекомендуется сразу же подавать воду в систему.
Необходимо контролировать качество пайки. Стыки на каждом из участков должны быть одинаковыми (допускается минимальная погрешность). Иногда при перегреве внутренний диаметр трубы уменьшается в 2-3 раза. Обнаружить дефект можно только при проверке трубопровода – в данном случае уменьшится напор.
Источники
- https://stroy-podskazka.ru/truby/polipropilenovye/kak-spayat/
- https://sovet-ingenera.com/santeh/trubodel/texnologiya-svarki-polipropilenovyx-trub-svoimi-rukami.html
- https://sovet-ingenera.com/santeh/trubodel/pajka-polipropilenovyx-trub.html
- https://stroy-okey.ru/house/vodoprovod/kak-payat-polipropilenovye-truby-polnaya-instrukciya/
- https://eurosantehnik.ru/pajka-polipropilenovyx-trub.html
- https://otivent.com/pajka-polipropilenovyh-trub
- https://yserogo.ru/remont/payka-ppr-trub.html
- https://SvoyDom.info/%D0%BF%D0%B0%D0%B9%D0%BA%D0%B0-%D1%81%D0%B2%D0%B0%D1%80%D0%BA%D0%B0-%D0%BF%D0%BE%D0%BB%D0%B8%D0%BF%D1%80%D0%BE%D0%BF%D0%B8%D0%BB%D0%B5%D0%BD%D0%BE%D0%B2%D1%8B%D1%85-%D1%82%D1%80%D1%83%D0%B1/
Как вам статья?
Можно ли паять ПНД трубы к полипропилену?
ПНД (полиэтилен низкой плотности) и полипропилен (ПП) являются разными материалами и не рекомендуется их паять вместе.
Для соединения ПНД труб используется сварка, которая основана на плавлении концов труб и последующем их соединении при помощи специального оборудования. Для соединения полипропиленовых труб используются соединительные элементы, такие как муфты, фитинги, клапаны, которые крепятся к трубам при помощи соединительных резьб или фитинговых сварок.
При попытке паять ПНД трубы к полипропиленовым трубам может произойти несовместимость материалов и повреждение трубы. Это может привести к потере герметичности соединения и возникновению протечек.
Если необходимо соединить ПНД трубы с полипропиленовыми трубами, рекомендуется использовать специальные соединительные элементы, которые предназначены для соединения разных типов труб и обеспечивают надежное и герметичное соединение.