Канализационны, водопроводные, в том числе и отопительные системы нередко создаются из полипропиленовых труб.
С их помощью можно установить герметичные и долговечные коммуникации, которые не только не уступают, но и превосходят стальные сети. Осуществить достижение этого результата возможно только при условии предварительного овладения навыками правильной техники пайки полипропиленовых труб.
Приобрести его не сложно, но необходимо обязательно познакомиться со всеми нюансами.
- Как правильно паять полипропиленовые трубы
- Описание технологии сварки
- Аппараты для сварки
- Процесс сварки
- Таблица пайки полипропиленовых труб
- Соединение труб армированных алюминием
- Ошибки при пайке полипропиленовых труб
- Как паять полипропиленовые трубы видео
- Как паять армированные полипропиленовые трубы видео
- Ошибки при пайке полипропиленовых труб видео
Как правильно паять полипропиленовые трубы
Полипропиленовый материал обладает выраженными термопластичными свойствами. Потому изделия из ПП становятся пластичными при нагреве. Во время повышения температуры их структура размягчается. В таком состоянии полипропилен напоминает пластилин.
 Пайка
ПайкаПодогрев и остывание материала позволяет получить надежный стык. Соединение выполняется быстро. При медленном его исполнении качество соединения ухудшается.
Пайка полипропиленовой трубы — полифузная сварка. Поэтому проводится при использовании специального паяльника. Инструмент позволяет быстро нагреть материал до нужной температуры. Обычно ее значение составляет от 300 до 320°C. Однако полипропилен начинает плавиться уже при 149°C.
Трубы ПП не рекомендуется нагревать сверх допустимых норм и воздействовать на них перегретым инструментом. В результате таких действий материал потеряет свои свойства и изделия легко согнутся.
Описание технологии сварки
На практике используют два метода для соединения трубчатых изделий из полипропилена: муфтовый и стыковой способ.
Принцип технологии пайки полипропиленовых труб отличается простотой, потому что позволяет с минимальными навыками выполнить качественную сварку. Исполнителю потребуется затратить немного сил и средств для достижения результата.
Новички чаще используют муфтовый способ соединения, требующий меньше сноровки. Он основан на применении фасонных деталей. Это прямолинейный отрезок трубы или муфта.
 Муфтовая пайка
Муфтовая пайкаСоединительные элементы отличаются большим диаметром, чем основной трубопровод. В них с двух сторон вставляются прямолинейные элементы коммуникаций на определенную глубину в зависимости от диаметра.
В домашних условиях применяется именно этот вариант стыковки. С его помощью соединяются трубопроводы диаметром до 63 мм.
Принцип муфтового метода заключается в плавлении части наружной поверхности заготовки. Кроме того, внутренней области соединительной детали. После нагрева два элемента плотно соединяются.
Стыковой способ — прямой вариант соединения деталей систем. Он реализуется тоже за счет расплавления ПП элементов, но только в этом случае нагреваются торцы одинакового большого диаметра. Этот метод не предполагает использование фитингов.
Во время сварки полипропиленовых труб большого диаметра не допускаются отклонения от оси соединяемых элементов. Даже небольшой сдвиг приводит к уменьшению внутреннего сечения системы на этом участке.
 Стыковая сварка
Стыковая сваркаЭто становится причиной замедления движения жидкости в коммуникации. Для точной стыковки деталей кроме нагревательного инструмента дополнительно применяется система центровки.
Аппараты для сварки
Конструктивно все аппараты для раструбной сварки полипропиленовых труб похожи на электрические утюги. В устройствах имеются нагревательные элементы и сменные насадки разного диаметра. Такой инструмент принято называть утюгом для сварки.
 Паяльник типа “утюг”
Паяльник типа “утюг”Для торцевой стыковки используются более сложные сварочные аппараты. Оборудование для прямого соединения применяется на промышленных объектах.
 Аппарат для стыковой сварки
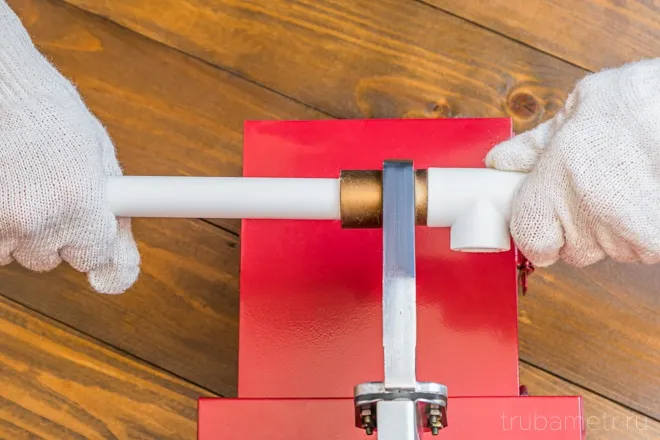
Аппарат для стыковой сваркиПри работе с любым видом нагревательного инструмента необходимо использовать перчатки из плотной материи.
Процесс сварки
Чтобы уменьшить вероятность ошибки, все операции необходимо проводить аккуратно, точно и исключительно последовательно.
Пайка полипропиленовых труб инструкция:
- В помещении обеспечивается или проверяется эффективная работа вентиляции, так как во время пайки полимерных материалов выделяются токсичные вещества. Поэтому необходимо создать эффективную циркуляцию воздуха, чтобы защитить организм от высокой концентрации вредных элементов.
- Края нарезанных заготовок обрабатываются с помощью торцевателя или специального инструмента для снятия фаски, чтобы упростить процесс соединения деталей.
- Проводится очистка от пыли и обезжиривание соединяемых поверхностей при использовании уайт-спирита, который обязан полностью высохнуть естественным путем. Не допускается наличие капель воды, потому что при повышении температуры образуется пар, который станет причиной появления пор в материале. Они ухудшат качество стыка.
- На паяльнике устанавливается рекомендуемая температура пайки и включается прибор. Разогрев выполняется до +260°C независимо от диаметра. Изменяется только период нагрева.
- После загорания лампочки зеленого цвета начинается сварка путем установки прямого участка на насадку-гильзу, а фитингового элемента — на дорн. Это позволяет одновременно нагреть две детали до требуемой температуры.
- Разогрева выполняется в течение указанного времени пайки полипропиленовых труб, указанного в таблице. После этого прямолинейный и фасонный элемент снимаются с прибора и быстро соединяются между собой.
 Нагрев элементов
Нагрев элементов Соединение и фиксация
Соединение и фиксацияНеобходимо неподвижно удерживать стыкуемые детали без прокручивания пока не произойдет остывание материала. Разрешается корректировать их соосность в течение 1-2 секунд. Другие движения приведут к нарушению молекулярных связей, что нередко становится причиной появления протечек во время эксплуатации систем.
Перед выполнением этой операции нужно предварительно на отрезок трубы нанести линию, обозначающую глубину, на которую он будет вставляться в фитинг до упора. Обозначенное расстояние также позволяет нагреть только требуемый участок с помощью паяльника. Для каждого диаметра трубы используется свое значение.
Таблица пайки полипропиленовых труб
Если не выдерживать время нагрева, качественно спаять соединение не получится. Недогрев препятствует диффузии материала. При перегреве произойдет деформация изделий. Поэтому необходимо всегда пользоваться значениями из таблицы.
 Время пайки полипропиленовых труб таблица
Время пайки полипропиленовых труб таблицаВо время пайки тонкостенных трубных изделий время нагрева этих элементов уменьшается в 2 раза, но период прогрева муфт изменять нельзя. Он должен соответствовать рекомендованным значениям. При работе на улице или в неотапливаемом помещении, где температура меньше +5°С, греть ПП изделия нужно дольше на 50%.
При соблюдении времени нагрева, снятия с паяльника и соединения деталей, их фиксации и температуры сварки полипропиленовых труб по окружности внутри стыка образуется буртик аккуратной формы. Его высота обычно составляет 1 мм. Он не мешает движению жидкости. Снаружи тоже создается аккуратный буртик. Он не портит вид места стыка.
Соединение труб армированных алюминием
Требуется соблюдать правила при выполнении сварки полипропиленовых труб с армированием. Усиленный слой создается из алюминия или стекловолокна.
Используются при монтаже систем, перемещающих воду с высокой температурой, потому что под воздействием нагретой жидкости происходит линейное расширение материала и изгиб трубопровода.
При выполнении пайки обязательно проводится удаление алюминиевого защитного материала. Кроме того, этот слой влияет на качество соединения, а время сварки зависит от периода нагрева деталей из полипропилена.
Армированные трубопроводы отличаются увеличенным диаметром. Поэтому использовать стандартные насадки на нагревательном инструменте без предварительной подготовки изделий не получится.
Выполняется путем зачистки деталей. Он не проводится для изделий, усиленных стекловолокном. Они соединяются так же, как и неармированные трубопроводы.
Зачистка выполняется разными методами, потому что существует много технологий армирования изделий из полипропилена. Чаще применяется обработка при использовании шейвера. Он представляет собой металлическое устройство, в виде втулки с лезвиями.
 Шейвер
ШейверИнструмент надевается на конец трубного изделия и вращается, что позволяет удалить алюминиевый защитный слой. Процесс осуществляется пока не останется только один пластик.
ПП трубы могут иметь исполнение, когда армированный слой находится посередине толщины стенки. В этом случае применяется торцеватель. Этот инструмент сильно похож на шейвер. Другое расположение и устройство ножей.
Инструмент позволяет сделать ровными торцы и удалить 2 мм армированного слоя, расположенного посередине толщины стенки трубы. Благодаря такой обработке получится выполнить качественную пайку.
Ошибки при пайке полипропиленовых труб
Необходимо соблюдать рекомендации по сварке труб из полипропилена и выполнять все шаги инструкций.
Бракованные узлы в системах появляются из-за следующих ошибок:
- Не удаляется грязь и жировая пленка с поверхности соединяемых деталей.
- Обрезка трубных изделий проводится не под прямым углом.
- Конец трубы неплотно вставляется в фитинг.
- Не соблюдается временная выдержка при нагреве элементов на паяльнике.
- Армированный слой не полностью удаляется с изделий.
- Корректировка деталей проводится дольше указанного времени.
На качественных материалах может быть не виден внешний дефект при перегреве, но внутри все равно возникает деформация. Она приводит к уменьшению сечения.
Поэтому при эксплуатации инженерной коммуникации снижается пропускная способность сети. Сужение прохода также становится причиной более быстрого засорения. Это тоже блокирует движение воды.
Если срез выполнен не под прямым углом, трубные изделия стыкуются в скошенной плоскости. В результате у элементов нарушается соосность. Она особенно становится заметной при монтаже длинных участков.
В итоге нередко приходится выполнять демонтаж и проводить весь процесс заново. При нарушенной соосности изделия трудно проложить в штробах.
Обязательно поверхности обезжирить перед пайкой. В противном случае появляются так называемые островки отторжения. На таких участках плохо осуществляется или совсем не происходит полифузное сваривание.
Эта ошибка позволит начать эксплуатировать инженерную коммуникацию, но через некоторый временной промежуток появится течь. Она также нередко возникает при неправильно выставленной температуре паяльника.
Если происходит недостаточное удаление армирующего слоя, остаточная фольга из алюминия способствует возникновению не проваренных участков. В таких зонах чаще всего появляются протечки.
Грубой ошибкой является прокручивание деталей. Такое действие не позволяет получить однородную структуру по всей окружности стыка. Выполненное соединение не будет полноценным, потому что разрушится при повышении давления в системе.
Как паять полипропиленовые трубы видео
Учиться нужно исключительно у профессионалов. Поэтому познакомьтесь с размещенным видео.
Как паять армированные полипропиленовые трубы видео
Монтаж инженерных коммуникаций из полимеров с помощью пайки — это популярный способ создания надежных систем. Метод позволяет обустраивать канализацию, водопровод и сеть отопления в частных домах и квартирах.
Ошибки при пайке полипропиленовых труб видео
Простой принцип выполнения работ способствовал популярности пайки. Благодаря легкости процесса его могут использовать даже неопытные люди. Однако необходимо обязательно строго соблюдать температурный режим нагрева ПП деталей и полностью выполнять другие советы специалистов.
Можно ли паять ПНД трубы к полипропилену?
ПНД (полиэтилен низкой плотности) и полипропилен (ПП) являются разными материалами и не рекомендуется их паять вместе.
Для соединения ПНД труб используется сварка, которая основана на плавлении концов труб и последующем их соединении при помощи специального оборудования. Для соединения полипропиленовых труб используются соединительные элементы, такие как муфты, фитинги, клапаны, которые крепятся к трубам при помощи соединительных резьб или фитинговых сварок.
При попытке паять ПНД трубы к полипропиленовым трубам может произойти несовместимость материалов и повреждение трубы. Это может привести к потере герметичности соединения и возникновению протечек.
Если необходимо соединить ПНД трубы с полипропиленовыми трубами, рекомендуется использовать специальные соединительные элементы, которые предназначены для соединения разных типов труб и обеспечивают надежное и герметичное соединение.