Создание систем трубопроводов в жилых и общественных зданиях – это один из наиболее значимых аспектов обеспечения комфортной жизни. В этом процессе широко используются прочные и надежные трубы из полипропилена, которые обладают высокой долговечностью, при условии правильной организации сетей и корректного соединения элементов.
Основные методы работы
Учитывая, что качество соединительного шва в большой степени зависит от площади контакта, для труб разного диаметра используют разные способы соединения.
Возможна пайка полипропиленовых труб:
В обоих случаях плотное соединение обеспечивается за счет диффузии разогретого пластика.
Для работы используется специальное нагревательное устройство, обеспечивающее повышение температуры пластика до нужного уровня.
Важно: второй вариант монтажа требует значительных профессиональных навыков и, как правило, используется только на производстве. В домашних условиях применяется муфтовый (фитинговый) способ пайки.
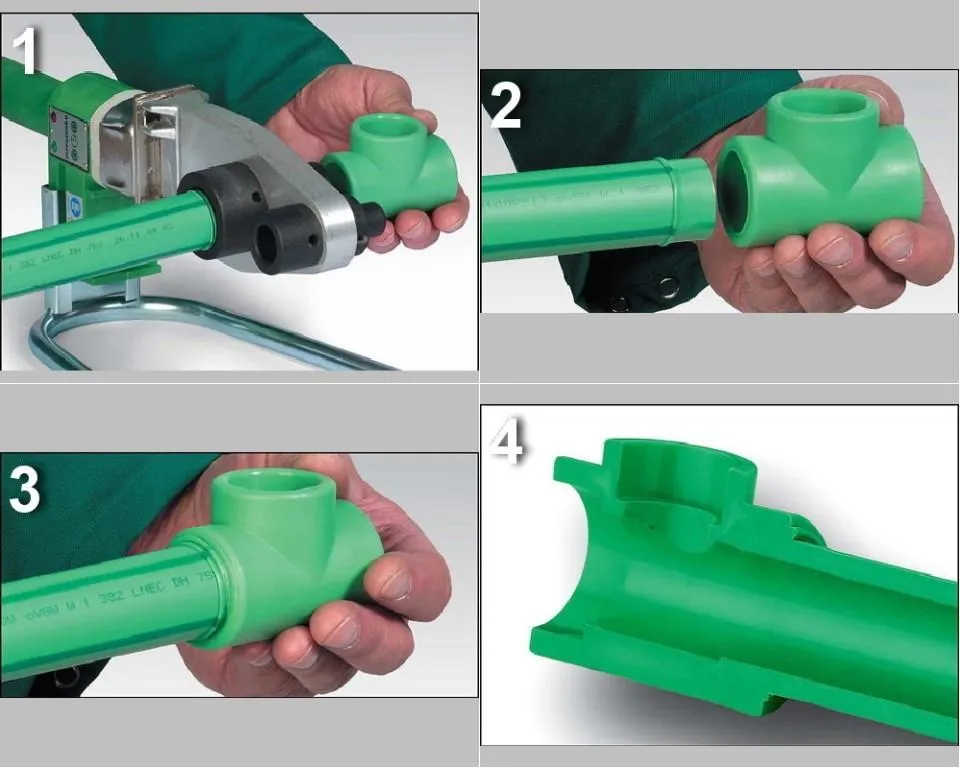
Основные положения процесса показаны в мастер-классе.

Используемое оборудование
Главное условие плотного и качественного скрепления участков трубопровода – одновременный нагрев до одинаковой температуры, так называемая полифузная сварка. Поочередный нагрев неприемлем, поскольку время остывания пластика до температуры, при которой прекращается молекулярная диффузия, составляет 6…15 секунд.
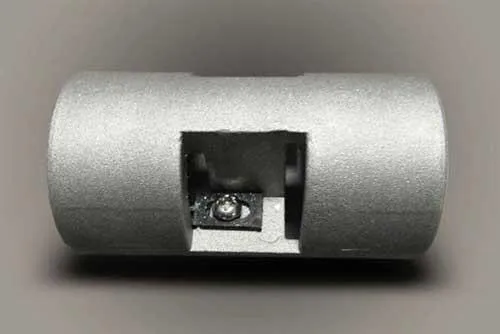
Соответственно для работы применяется специальный сварочный аппарат с парными нагревающимися насадками. «Народное» его название – «утюг для сварки», очевидно, из-за сходства формы. Также устройство часто называют паяльником.
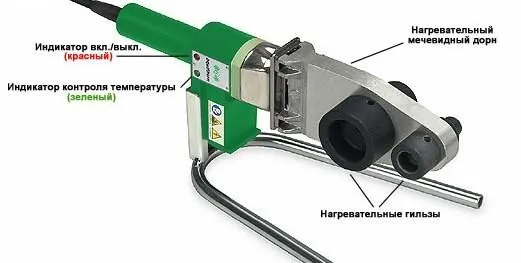
Нагрев в этом аппарате передается от дорна насадкам, подобранным согласно номинальному диаметру трубы.

В промышленных условиях используют не настольные, а напольные аппараты для сварки.

Поскольку трубы большого диаметра имеют соответствующий вес, также применяют специальные монтажные приспособления для удержания их в нужном положении на время сварки. Также это приспособление должно давать возможность смещать изделие точно вдоль оси для грамотной стыковки разогретых фрагментов.
Кроме этого, для работы требуются инструменты для разметки и разрезания полипропиленовых труб.
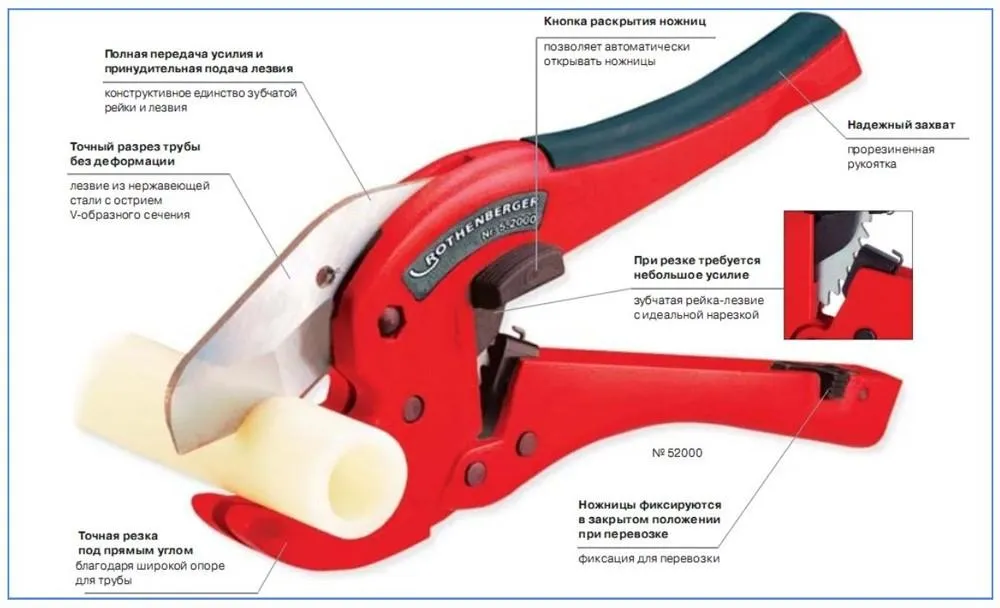
Обычные ножницы или ножовка не дают настолько точного и ровного реза, поэтому их лучше не использовать.
Для труб большого диаметра используется резак другого типа – с подвижным режущим колесиком.

Чтобы труба лучше входила в фитинг, с нее необходимо снять фаску. Это можно сделать вручную, но удобнее – с помощью фаскоснимателя.

Для изделий с небольшим диаметром можно использовать ручную модель.

Зачистку армирующего слоя проводят с помощью шейвера или торцевателя.

Особенности труб, учитываемые при монтаже
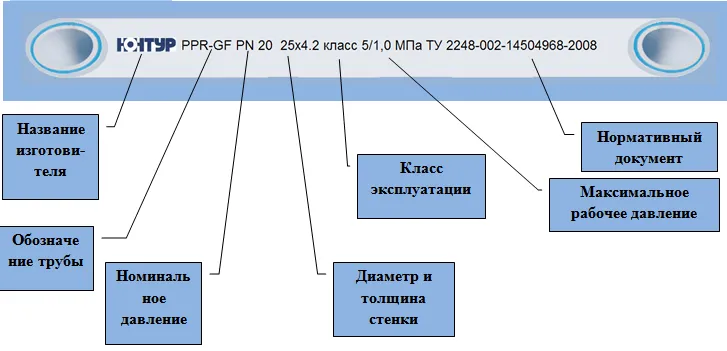
Для правильного выбора способа пайки пластиковых труб необходимо учитывать не только их диаметр, но и толщину стенки. Следовательно, перед началом работ необходимо уточнить реальную толщину стенки выбранного изделия по маркировке и замерам (для проверки).
Для нормальной работы необходимо согласно маркировке уточнить данные в нормирующем документе.
В целом технические данные по напорным трубам из термопластов нормирует ГОСТ Р 52134-2003. Однако каждое производство имеет свои нюансы, а в отношении зарубежных производителей данный стандарт вообще не работает. Поэтому лучше уточнить допустимый температурный диапазон (рабочий и аварийный), они не должны превышать температуру пайки.
Далее, согласно полученной информации, следует уточнить длительность нагрева при сварке подготовленных пластиковых труб и температуру нагрева, а также время остывания деталей.

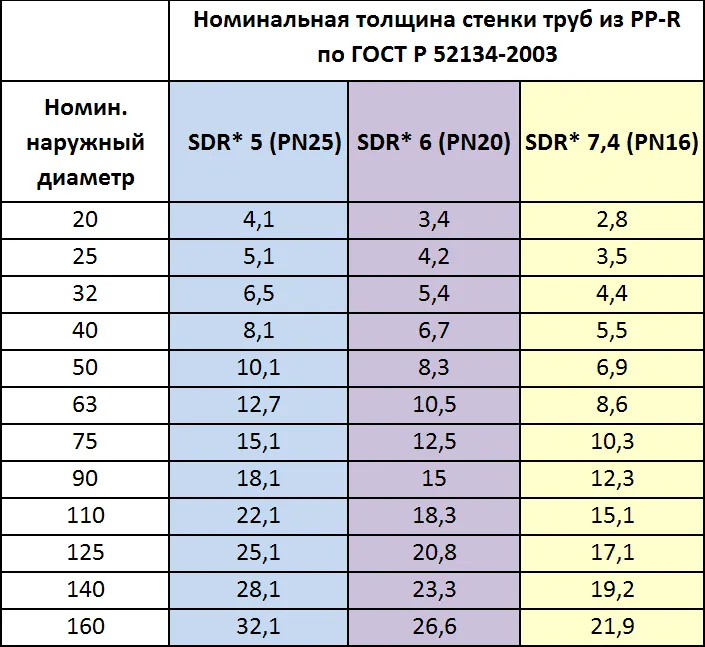
Также, с учетом роста толщины стенки с увеличением номинального наружного диаметра, по таблице определяется ширина сварного пояса – то есть протяженность нагреваемого участка. Он должен быть одинаков для трубы и фитинга, поскольку диффузия (взаимопроникновение частиц материала на молекулярном уровне) требуется по всей стыкуемой площади. Определить ширину сварного пояса (глубину вставки трубы в муфту) и размер фаски можно по таблице.
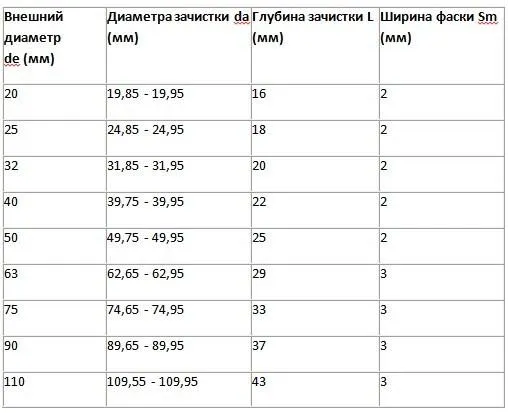
Максимальная глубина вставки (собственно ширина сварного пояса) без зачистки.

На основании данных о типе пластика выставляется нужный уровень нагрева сварочного аппарата, точнее, нагревательных элементов – парных насадок.

В некоторых случаях температура пайки полипропиленовых труб составляет не 200…220 градусов Цельсия, а около 260 градусов, это необходимо уточнять у производителя или продавца.
Как паять полипропиленовые трубы
Рассмотрим процесс на примере создания водопровода в квартире.
Важно: убедитесь, что свариваемые элементы имеют одинаковую температуру и геометрию! Нарушение правильности окружности, неравномерный нагрев фрагментов приведут к плохому качеству спайки.
Для этого используются изделия с номинальными диаметрами 20…63 мм, так что достаточно будет ручного инструмента:
- аппарата для сварки вручную полипропиленовых труб с тефлоновыми насадками 14…63 мм;
- ручной фаскосниматель (принципы работы с ним показаны в видео);
- для армированных труб (РР25) потребуется также шейвер для зачистки наружного слоя;
- резак любого подходящего типа;
- рулетка и маркер для разметки;
- обезжиривающий состав для обработки свариваемых поверхностей (ацетон, этиловый или изопропиловый спирт, хлорэтилен, трихлорэтан);
- жесткая брезентовая ветошь для очистки нагревательных элементов.
Как выполняется сварка и подготовка полипропиленовых труб:
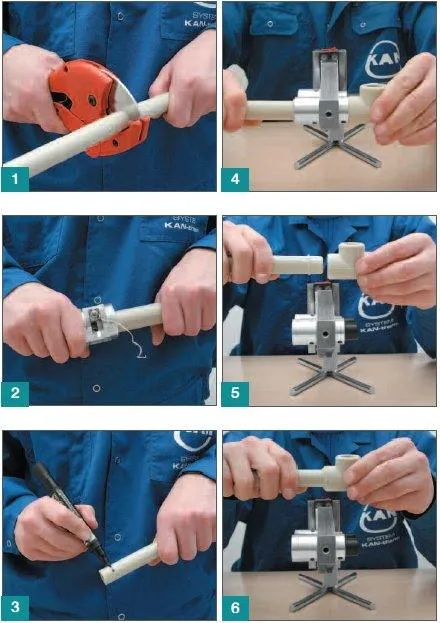
- устанавливается сварочный аппарат, подбираются нагревательные насадки. Перед использованием их обязательно протирают для удаления остатков предыдущей пайки, обезжиривают, как и сами детали коммуникаций;
- размечаются участки трубопровода для пайки, обрезаются до нужной длины;
- снимают фаску с трубы;
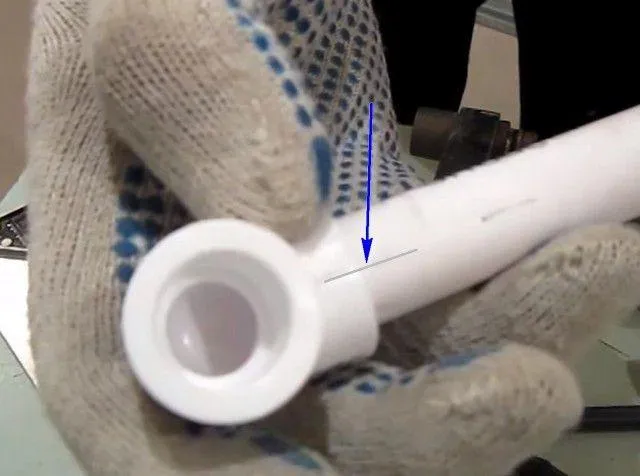
- обозначают ширину сварочного пояса – участка, который будет входить в фитинг. Важно – необходимо загнать трубу в посадочное отверстие фитинга до упора. В противном случае между соединяемыми трубами остается зазор, плохо влияющий на дальнейшую эксплуатацию трубопровода. Если необходимо соединить детали в определенном положении (например, для получения прямого угла между двумя уже частично собранными участками), также ставятся метки для правильного сопряжения;
- для армированных труб удаляют верхний слой ровно на ширину сварочного пояса;
- включают аппарат для нагрева. В зависимости от температуры в помещении, для этого потребуется 10…15 мину (поэтому можно вначале включить паяльник, а потом выполнять пункты 2…5). Температуру сварки выставляют 260 градусов, дожидаются включения зеленого индикатора паяльника – это означает, что оптимальный нагрев достигнут;
- устанавливают трубу и фитинг на нагретые насадки. Длительность нагрева выбирается согласно диаметру изделия и толщине стенки;
- нагретые детали плавным движение ОДНОВРЕМЕННО снимают с насадок и соединяют. Необходимо вдвигать трубу в фитинг без прокручивания и резких толчков;
- выдерживают необходимое время первичной спайки и оставляют соединенные элементы до полного остывания (2…15 минут).
Важно: при нагреве полипропиленовые трубы выделяют токсины! Необходимо обеспечить качественную вентиляцию помещения, не направляя при этом воздушный поток непосредственно на область нагрева – детали могут разогреваться неравномерно.
На рисунке 4 показано, как в разрезе выглядят фрагменты трубопровода после пайки полипропиленовых труб небольшого диаметра своими руками – видимые швы или неоднородность материала отсутствуют.
Нюансы работы: как паять пластиковые трубы без проблем
Приведенная выше инструкция описывает общие положения работы по свариванию полипропиленовых труб. Но есть интересные моменты, которые могут поставить в тупик неопытного мастера.
Работаем на верстаке и «по месту»
Далеко не все узлы будущего трубопровода можно спаять с удобствами, на подготовленном верстаке. Конечно, следует максимум работ проводить именно там, и дело вовсе не в личном комфорте мастера – так меньше риск неправильного соединения элементов. Но иногда требуется спаять детали «по месту», поэтому лучше заранее разметить схему будущих коммуникаций на стене, полу или потолке, закрепить клипсы, которые будут удерживать трубы в нужном положении.

Крепим сварочный аппарат
При вставке и извлечении нагреваемых элементов настольный, никак не закрепленный «утюг» будет дергаться в разные стороны. Это приводит как к проблемам с извлечением фрагментов, так и к ожогам (при попытке удержать падающий аппарат), и к его поломке.
Поэтому лучше зафиксировать паяльник на верстаке или рабочем столе любым доступным способом – с помощью «родной» или добавленной в конструкцию струбцины, саморезов и так далее.

Зачистка обязательна!
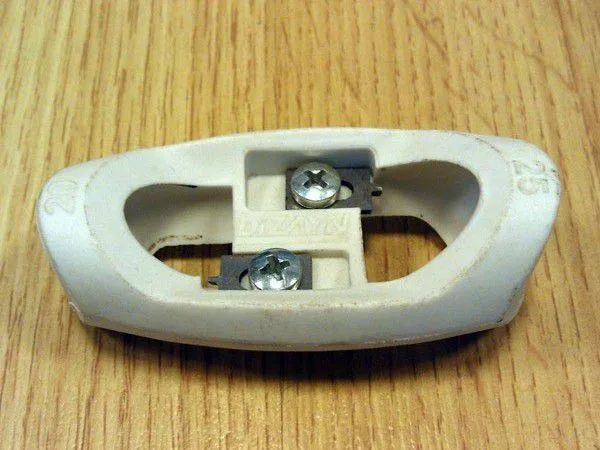
Один из ярких примеров – состыковка изделий, армированных алюминием не снаружи, а в середине стенки.

Чтобы правильно паять такие полипропиленовые трубы, необходимо зачистить слой алюминия – но как это сделать, если он находится между слоями пластика, а не снаружи?
Для этого существует специальный торцевательный инструмент, позволяющий удалить алюминиевую фольгу именно между слоями.
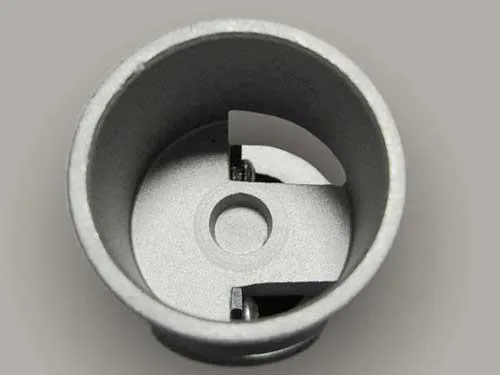
Режущие кромки, «выскабливающие» фольгу, смещены к центру изделия. Благодаря этому алюминий удаляется, пластик остается на месте – труба готова к свариванию.

На фото показано, как выглядит стык между подготовленными (справа) и не подготовленными (слева) фрагментами. Хорошо заметно, что в первом случае спайка получилась плотной, во втором явно видно расслоение. При недолгом использовании данный дефект не имеет значения, но для трубопроводов, по которым подается горячая вода (от бойлера или отопительного котла) возможна разгерметизация и выход коммуникаций из строя.
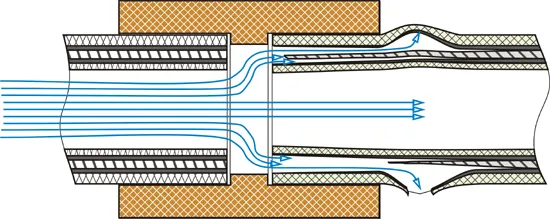
Схема демонстрирует последствия неплотного стыка двух вроде бы сваренных труб, расслоение изделия и вздутие внешнего слоя полипропилена в процессе эксплуатации.
Важно: трубы, армированные стекловолокном, не нуждаются в зачистке! Это связано с тем, что принятая для полипропилена температура сварки позволяет расплавлять до возможности диффузии и стекловолокно.
Правильный рез
Иногда пользователям кажется, что срез трубы по косой – под углом 45 градусов – сможет увеличить площадь контакта и тем самым усилить сварной шов. Это на самом деле так, но при подобном варианте обрезки возникают проблемы:
- с соосностью деталей – трудно правильно соединить отрезки трубы внутри муфты, неизбежно возникает зазор;
- с нагревом свариваемых участков – косой срез не позволяет полностью надеть на нагревательный элемент нужный фрагмент изделия. Один край нагревается слабее, другой сильнее.
Последний узел не сваривается!
Так бывает, если неопытный сварщик неточно рассчитал длины и расположение фрагментов трубопровода. Когда нет возможности вставить между двумя последними свариваемыми элементами дорн с насадками и муфту, можно решить вопрос иначе – вварить в подлежащие соединению элементы металлические вставки.

Такая резьбовая пара с накидной гайкой позволяет прочно и качество скрепить два фрагмента и при этом вваривается без особых проблем.
Не гонялся бы ты, поп, за дешевизною…
Попытка сэкономить при покупке труб и фитингов чревата протечками и вздутиями труб в дальнейшем, поэтому лучше приобретать продукцию проверенных производителей.
Необходимо также отказаться от совмещения изделий разных фирм – небольшая разница в составе или технологии производства товаров иногда приводит к критическим проблемам в готовых коммуникациях.
Другие ошибки
Среди наиболее «популярных» ошибок часто встречаются:
Еще одна распространенная ошибка неопытных мастеров – отказ от защитных перчаток. Высокая температура нагрева полипропилена ОБЯЗАТЕЛЬНО требует защиты рук, при этом желательно использовать перчатки из натуральных материалов – лучше замши. Они не стесняют движения и при этом не начинают тлеть при нагреве, в отличие от хлопковых. Резиновые и прорезиненные перчатки использовать нельзя!
Более детально типичные ошибки рассмотрены в видео «Как не надо паять полипропиленовые трубы».
Альтернатива сварке
В некоторых случаях, например, в труднодоступных местах ванной комнаты или других помещений, провести сварочные работы не получается. Заменить процесс спайки можно склеиванием трубы с фитингом при помощи органического растворителя. Он обладает очень сильным размягчающим действием, но при этом высокой летучестью.

После смазки конца трубы и внутренней полости муфты пластик на короткий срок размягчается, можно произвести соединение. Обратная полимеризация начинается через несколько секунд.
Однако данный метод больше подходит для менее склонных к термопластичности труб ПВХ.
Если и данный вариант по каким-то причинам не подходит, для НЕ НАХОДЯЩИХСЯ ПОД ДАВЛЕНИЕМ труб допустимо использовать вместо паяльника зажигалку с наддувом. Данные метод соединения показан в видео уроке ниже. Важно понимать: равномерности спайки достичь не получится именно из-за поочередного нагрева деталей, поэтому для ответственных соединений технологию использовать нельзя.
Заключение
При соблюдении технологии сварки и правильном выборе полипропиленовых труб для домашних коммуникаций проблемы с подачей горячей и холодной воды можно решить на 25-50 лет – это рекомендуемый производителями срок использования изделий.
Можно ли паять полипропиленовые трубы?
Да, полипропиленовые трубы можно паять, но только специальным методом сварки, который называется сварка горячим воздухом или сварка горячим газом.
Сварка полипропиленовых труб проводится с использованием специального оборудования, в котором происходит нагрев труб и фитингов до определенной температуры. После этого трубы и фитинги соединяются друг с другом, и полимерный материал их стенок начинает плавиться. Как только трубы и фитинги соединятся, их необходимо дополнительно удерживать, чтобы полимер материала остыл и образовал крепкое соединение.
Сварка полипропиленовых труб имеет ряд преимуществ перед другими методами соединения, такими как механические соединения или клей. Сварка обеспечивает прочное, герметичное и долговечное соединение, которое не требует дополнительного обслуживания.
Однако, для проведения сварки полипропиленовых труб требуется специальное оборудование и определенные навыки. Если вы не обладаете необходимым опытом и знаниями, лучше обратиться за помощью к профессионалу, чтобы избежать возможных ошибок, которые могут привести к повреждению труб и их утечкам.