Трубы из полипропилена (ППР) пользуются популярностью в домашнем водоснабжении благодаря их стоимости, качеству и простоте установки. При этом особое внимание стоит уделить правильной пайке этих труб, особенно в угловых соединениях. Если вас интересует, «как паять полипропиленовые трубы в углах», рассмотрите специализированные инструкции и рекомендации.
Поэтому полезно изучить приемы — как правильно спаять трубопровод у стен, особенности пайки в углах, желательно уметь провести ремонт полипропиленовых участков трубопровода с соблюдением технологии.
При этом очень важно сделать правильный выбор инструмента и знать наиболее часто встречающиеся ошибки у новичков.
Рис.1 Промышленный аппарат для пайки ППР стыковым способом – принцип работы
Инструменты для работы
Выполнить качественное соединение трубных элементов помогает специальный паяльник для труб из полипропилена и набор тефлоновых насадок. Используя паяльник, можно без особых усилий выполнить соединение сваркой на любом участке трубы. С помощью насадок можно соединить трубные элементы, имеющие разный диаметр.

Кроме того, пайка полипропиленовых труб в труднодоступных местах предполагает наличие следующих инструментов:
- Приспособление для резки труб из полипропилена (чаще всего резак идет в комплекте с паяльником).
- Раствор, позволяющий обезжирить место пайки.
- Набор соединительных элементов.
Также необходимо приготовить рулетку, линейку и карандаш, а также уголок и ножик. В некоторых случаях может понадобиться ветошь.
Способы сварки полипропиленовых труб
Пайка труб в труднодоступных местах может выполняться разными способами в зависимости от рабочего диаметра труб:
- Методом стыковой сварки соединяют трубы, имеющие толщину стенок не меньше 4 мм и диаметр до 50 мм. В быту таким способом пользуются довольно редко.
- Раструбным способом пользуются при соединении труб с диаметральным сечением до 40 мм. Для работы требуется специальный сварочный механизм, оснащенный центрирующим устройством.
- При седельной пайке к трубе под углом 900 приваривают специальное раструбное седло путем стыкового сочленения. Седло просверливают и к месту соединения приваривают кусок трубы, получая на выходе Т-образный переходник. Читайте также: «Надёжная пайка пластиковых труб своими руками – хороший способ соединения».
Разновидности электродов
Электрод — тонкий металлический стержень, который покрыт специальным составом. Он защищает металл от возникновения коррозийного налета и от него зависит, каким получится сварочный шов. Чтобы разобраться, какими электродами варить трубы, нужно рассмотреть свойства каждого из них. Главные параметры, по которым классифицируют электроды — это вид покрытия и тип сердцевины. Изделия бывают с плавящей и неплавящей сердцевиной.
- Для изготовления плавящей сердцевины используют сварочную проволоку с разным диаметром, который подбирают в зависимости от вида работ.
- Для изготовления неплавящей сердцевины используют вольфарм, графит или электротехнический уголь.
Электроды покрывают целлюлозным, рутиловым, рутилово-кислотным или рутилово-целлюлозным покрытием.
Сварка в труднодоступных местах
Паять труднодоступные участки полипропиленовых изделий намного сложнее, чем прямолинейные прогоны. Для создания благоприятных условий работы в таких местах требуется приложение достаточного количества усилий.
К «неудобным» местам можно отнести:
- Пространство под потолком.
- Углы помещения.
- Стесненные условия для размещения паяльника.
Выполняя сварку полипропиленовых труб в труднодоступных местах под потолком, нужно приготовить место, где будет размещен сварочный аппарат при ручном формировании соединения. Для этой цели можно пригласить помощника или повесить аппарат на специальный крюк, подготовленный заранее.
Особенности пайки в углах
Чтобы решить проблему, как паять полипропиленовые трубы в труднодоступных местах, например, в углах, нужно знать особенности таких соединений. Стыковка трубных элементов в углах помещения проводится с использованием заготовок, обрезанных под углом 900. При этом важно, чтобы их концы были тщательно зачищены и обработаны обезжиривающими средствами (прочитайте также: «Как отрезать трубу под углом – варианты разметки для круглой и профильной трубы»). Использование специальных угловых переходников и фитингов способствует образованию плавных переходов на трубных элементах при угловом соединении.

Формирование угловых соединений на трубах, располагающихся на небольшом расстоянии от стены, также выполняется путем последовательного нагревания прямой и ответной части. Особое внимание в этом случае следует уделить глубине вхождения трубного элемента в тело угловой детали. Для обеспечения высокой точности необходимо сделать соответствующую отметку маркером или карандашом.
Инструменты для пайки труб из полипропилена
Процесс соединения полипропиленовых труб в обиходе называют пайкой. Научное название процесса с применением высоких температур — диффузионная сварка. Ее проводят при помощи специального сварочного аппарата, который в обиходе называется паяльником, а проще утюгом.
Для качественной пайки пропиленовых труб их следует предварительно подготовить. Процесс строго регламентирован по времени.
Для пайки труб из полипропилена нужны следующие инструменты:
- Сварочный аппарат. Существуют разные модели таких инструментов для пайки пластика. о профессиональные инструменты («говорящие» утюги), которые автоматически выставляют нужную температуру в зависимости от диаметра трубы, и руководят работой мастера посредством звукового оповещения об окончании процесса пайки, о времени первого затвердения соединения. Есть недорогие паяльники для любителей, которыми пользуются в ручном режиме. Существует услуга проката профессионального инструмента, которой удобно пользоваться для проведения разовых работ.
- Ножницы или труборез для резки пластиковых труб. Эти инструменты несколько отличаются, но каждый режет пластиковую трубу ровно, без заусениц. Лезвия для ножниц и ролики у труборезов сменяемы и продаются отдельно. Вместо ножниц трубы можно резать ножовкой по металлу или болгаркой. Ножовка бывает даже предпочтительнее, например, если нужно отрезать небольшой кусок в 1 см. (ножницы в этом случае могут деформировать трубу небольшого диаметра).
- Торцеватель или шейвер. Эти инструменты нужны для работы с армированными алюминием полипропиленовыми трубами. Перед пайкой алюминиевый слой удаляют. Торцеватель особенно важен при соединении труб технологией стыковой сварки.
- Нож или напильник для зачистки торцов трубы, которую разрезали ножовкой или отрезным диском для болгарки. При работе этим инструментом срез полипропиленовой трубы получается с зазубринами. Исключение составляют трубы, армированные стекловолокном.
- Линейка или рулетка для проведения измерений.
- Маркер, карандаш для нанесения рисок глубины вхождения трубы в паяльник.
Обратите внимание! Для монтажа полипропиленовых труб большого диаметра (более 40 мм) используют специальное монтажное приспособление для сварки. Однако в домостроении трубы такого диаметра не используют – это материал для монтажа магистральных сетей.
Способы пайки полипропиленовых труб
Существует несколько способов для соединения полипропиленовых труб и фитингов:
- диффузионная сварка,
- электрофитинги,
- холодная сварка.
Диффузионная сварка
Диффузионная сварка наиболее распространенный способ пайки полипропиленовых труб. Основан он на пластичности материала при нагревании и способности полипропилена равномерно смешиваться на молекулярном уровне (процесс диффузии).
Результатом действа является монолитное соединение 2 деталей в один узел. Проводить такую сварку можно при помощи сварочного аппарата любой конструкции – стержневого или электромуфтой.
Диффузионная сварка проводится двумя способами:
- Муфтовая сварка.
- Пайка встык.
Сварка при помощи паяльника более распространена муфтовая, когда одна часть соединения входит внутрь другой.
Обратите внимание! Важным условием для получения герметичного соединения при пайке муфтовым соединением, является неспособность трубы войти в фитинг в холодном состоянии. Для этого используют трубы и фитинги одного производства.
Электрофитинги
Удобный метод соединения полипропиленовых труб – применение электрофитингов. Суть в том, что фитинги используются не простые, а со встроенным нагревательным элементом. Сварку проводят следующим образом:
- места стыков трубы заводят в электрофитинг,
- контакты электрофитинга подсоединяют к специальному сварочному аппарату,
- нагрев и соединение проходит одновременно, мастеру следует просто выдержать необходимое время.
Эта технология используется профессионалами при выполнении большого объема работ. В самостоятельной установке полипропиленовых коммуникаций использовать электрофитинги накладно.
Холодная сварка
Холодная сварка при пайке полипропиленовых труб применяется только для монтажа коммуникаций под холодную воду. Суть метода в том, что трубы и фитинги соединяют при помощи химического вещества – в народе это называется «склеивают». В сущности, холодную сварку клеем можно назвать условно, поскольку он размягчает полипропилен подобно нагреванию.
Технология следующая:
- торцы труб зачищают, соединяемые элементы обезжиривают,
- намазывают клеем, соединяют,
- выдерживают положенное время.
Здесь не требуется паяльник и особые навыки. Соединение получается крепкое, подобное диффузионной сварке. Однако для монтажа горячего водоснабжения такое склеивание не используют.
Как работать с электромуфтой
Технология сварки при помощи паяльника-утюга есть сварка электромуфтой. Муфты для нагрева труб и фитингов идут в комплекте к инструменту и крепятся на него по необходимости. Работать с таким паяльником можно одному человеку. В этом случае удобнее фиксировать сварочник ногами, стоя на коленях.
Инструмент разогревают до 260 градусов – это стандартная рекомендуемая температура для работы (при наружной не ниже +10). Трубу и фитинг одновременно вводят в электромуфту и выдерживают необходимое время. Вытаскивать первой следует трубу, затем фитинг. Детали соединяют вручную и фиксируют до остывания.
Что следует учитывать:
- Детали, введенные в электромуфту нельзя проворачивать. Движение полипропилена приведет к его налипанию, деформируя деталь и портя инструмент.
- Перегрев приведет к расплавлению материала и заплыву внутреннего просвета трубы или фитинга.
- Недогрев не позволит материалу достаточно расплавится для соединения.
- Низкая температура воздуха приведет к стремительному остыванию деталей, которые вынули из электромуфты. Это не даст хорошего соединения, либо у мастера не будет времени для корректировки направления стыка.
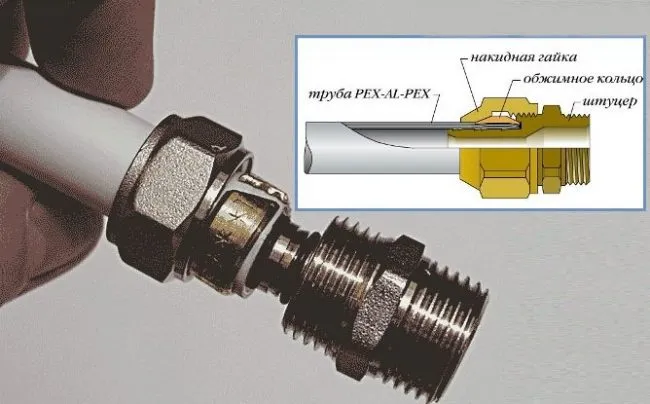
Муфта-американка для полипропиленовых труб
Муфта-американка представляет собой соединительную муфту с накидной гайкой. Конструкция такой муфты может быть разной (внутренняя резьба, внешняя, переходник на другой диаметр), но она всегда имеет две разные стороны – одна полипропиленовая, другая с металлической резьбой.
Соединять детали муфтой-американкой удобно в труднодоступных для обычного монтажа местах и в узлах, которые требуют периодической разборки.
Технология соединения муфтой следующая:
- полипропиленовая часть сваривается по классической технологии,
- резьбовое соединение закручивается при помощи цилиндра с выборкой под зацепы. Применение шестигранника не всегда удобно, разводной ключ при зажиме часто съедает выступы,
- на резьбе используют паронитовые, резиновые прокладки или герметизирующую пасту (нить).
Обратите внимание! Соединение муфтой-американкой отличается особой прочностью и выдерживает верхние пределы условий эксплуатации полипропиленовых труб (95℃ и 25 атм.)
Как соединить две разных трубы
Иногда конструкция предусматривает соединение двух систем различного типа (например, полипропилен и металлопластик). Это случается очень часто. Особенно в старых домах, где заменить участок металлического типа очень сложно, но остальной трубопровод менять нужно.
Будет интересным: Что делать, если слабый напор воды в квартире или частном доме
В строительном магазине есть фитинги с резьбой. На рисунке видно – устройство выглядит следующим образом. С одной стороны фитинга выделяется металлическая резьба, которую соединяют с металлической частью с помощью гайки, льняной пакли (или фум-ленты) и разводного ключа. А с другой стороны пластиковый выступ. Он соединяется с пластиковой частью.
Особенности монтажа отдельных узлов
При необходимости собрать сложное соединение из полипропилена, его монтаж лучше проводить отдельно, на твердой поверхности, где достаточно места для работы. Готовый узел проще вставить в трубопровод, чем паять каждую деталь на весу.
Для монтажа спаянного узла в готовый трубопровод потребуется помощник. Трубы следует обрезать с учетом размера устанавливаемого узла и зачистить. Пайку начинают с более труднодоступной стороны.
Сварка узла на весу производится также при помощи помощника, поскольку одному мастеру невозможно удержать правильное направление при соединении деталей.
Сварка полипропиленовых труб в углах производится с помощью специальных заготовок среза трубы под углом 90℃ или с применением переходников, уголков. Нагрев соединяемых частей производится одновременно с одной стороны сварочного полотна. Для упора инструмента потребуется помощник.
Источник: InfoTruby.ru
Контроль качества сварного соединения
Завершив электросварку, наружным осмотром определяется наличие прожогов, пор, свищей и других видимых дефектов. Для выявления микротрещин, незаметных невооруженным глазом, обычно смонтированный участок подключают к отопительной системе. Если на швах не появятся капельки воды, работа проведена качественно. Такой способ проверки приемлем в частном доме, где систему можно заполнить в любое время.
В квартирах с центральным отоплением проверку качества сварных соединений в летний период проводят с помощью компрессора. На концы труб ставятся заглушки, стыки обмазываются мыльной пеной, закачивается воздух под давлением. Места, где есть изъяны, определяются по пузырькам на их поверхности.
Замену или монтаж новых труб отопления лучше делать летом, чтобы большую часть сварочных операций выполнять на улице. Вблизи от места работы в помещении не должно быть легковоспламеняющихся материалов. Если опыта сварки труб пока маловато сначала можно сварить несколько ненужных обрезков, чтобы потом не портить новые заготовки.
Методы спаивания
К труднодоступным местам можно отнести углы, стыки между потолком и стеной. Умение паять трубы в таких местах поможет не только собрать новый трубопровод, но и починить старый. Существует два способа проведения сварки полипропиленовых труб в труднодоступных местах.
Технология пайки электро-муфтой
Детали трубопроводов из ПП можно соединять с помощью электромуфты. Она подходит для труб диаметром от 20 мм. Этапы проведения работ:
- Соединяемые поверхности очистить от грязи, пыли, обезжирить. Дождаться полного высыхания.
- Подготовить инструменты.
- С помощью специальных ножниц для полипропилена обрезать трубы, под углом 90 градусов.
- Снять внутренние фаски, отцентровать отверстия трубок.
- Соединяемые детали зажимаются с помощью позиционера, чтобы они оставались подвижными при спайке.
- На место соединения надевается электромуфта.
Останется снять удерживающие инструменты, стереть грязь с соединения.
Часто после спайки на готовом шве образуются подтеки пластика, неровности. Их можно убрать с помощью мелкой наждачной бумаги. Во время затирки нельзя прилагать излишние усилия, поскольку можно повредить шов.
Переходная муфта американка
Переходная муфта часто называется американкой, из-за того, что была разработана на территории США. Она представляет собой классический фитинг с накидной гайкой. Американка:
- обеспечивает высокий показатель герметичности;
- подходит для монтажа в труднодоступных местах;
- отличается простотой установки, демонтажа.
Чтобы закрутить резьбовое соединение, рекомендуется применять специальный цилиндр, на котором есть выборки под зацепы.
Виды ППР-труб
Полипропилен относится к группе термопластов. При нагревании до температур, ниже предела текучести, полимер переходит в вязкоэластичное состояние. Оно обратимо, поэтому материал при охлаждении снова становится твердым. Это свойство используется при сварке ППР.
Промышленность выпускает трубы диаметром от 10 до 1600 мм с толщиной стенки 2-61 мм. Для бытовых нужд применяют преимущественно сечения от 16 до 110 мм.
Трубный ассортимент изготавливают из разновидностей полипропилена:
- монополимера РР;
- блок-сополимеров РР-Н, РР-В;
- рандом-сополимера РР-R.
Различия между ними заключаются в строении полимерных цепочек и структуре межмолекулярных связей.

Изделия из ППР обладают необходимой прочностью и химической стойкостью, но достаточно высоким термическим расширением. При нагреве на 50 °С труба длиной 10 м удлиняется на 60 мм.

Чтобы уменьшить деформации, проводится армирование полипропилена стекловолокном или алюминиевой фольгой. Наибольшее распространение такие материалы получили в системах низко- или высокотемпературного отопления, где среда испытывает значительные колебания температуры.
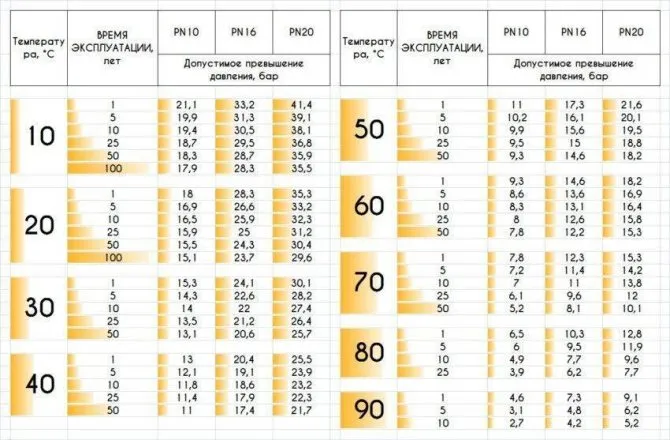
В маркировке продукции содержится информация об изготовителе, типе и диаметре трубы, толщине стенки, классе эксплуатации, номинальном рабочем давлении. Дополнительно может быть указан номер российского или международного стандарта.

Область применения труб определяется рабочим давлением:
- PN10, PN16 — для холодного водоснабжения;
- PN20 — для холодного и горячего водоснабжения;
- PN25 — для отопления.

О назначении может сказать цвет пластика:
- белый и серый — для внутреннего холодного или горячего водопровода, отопления;
- черный —для наружных систем;
- зеленый — для полива, холодных трубопроводов небольшой протяженности.
Последовательность и важные правила пайки полипропилена
Ремонт полипропиленовых труб, сборка новых контуров должны выполняться с соблюдением ряда правил:
- Паяльник должен быть установлен на ровной поверхности, не двигаться во время пайки.
- Температурный режим пайки — 260 градусов. На некоторых паяльниках устанавливается датчик нагрева до этой температуры. Перегрев приведет к растеканию пластика.
- Нагреваться детали из полипропилена должны равномерно. Время нагрева указывается индивидуально для разных элементов трубопровода, зависит от их диаметра, толщины стенок.
Последовательность действий при монтаже:
- Обрезать трубки с помощью специальных ножниц.
- Проверить торцы на наличие неровностей. Очистить их от пыли, обезжирить соединяемые поверхности.
- Нагреть паяльник до 260 градусов. Одновременно надеть два фитинга на разогретые насадки. Выждать 4–5 секунд.
- Когда нагрев будет окончен, фитинги снимаются с паяльника, одновременно вставляются друг в друга. Детали нельзя поворачивать.
- Дождаться остывания соединения, приступить к спайке других стыков.
Ошибки при пайке пластиковых труб
Люди, которые не имеют практического опыта сборки трубопроводов из полипропилена, во время монтажа могут допускать разные ошибки:
- Неправильный выбор паяльника. Во время выбора сварочного аппарат для пластика, нужно отдавать предпочтение моделям с регулятором температуры, насадками изготовленным из тефлона.
- Перегрев деталей. Из-за этого прочность соединения снизится, появятся пластиковые наплывы внутри трубопровода. Важно точно соблюдать интервал нагревания, чтобы не столкнуться с подобными проблемами.
- Перекос во время стыковки деталей. Нужно удерживать одну ось, чтобы соединение получилось ровным.
- Спайка возле грязных мест. Любой мусор попадающий на нагретые поверхности приведет к снижению прочности шва.
Важно не спешить, дожидаться полного остывания готового соединения.
Иногда при сборке нового трубопровода или починке старого возникают трудности, связанные с проведением пайки в труднодоступных местах. Чтобы сделать соединение на таком участке, можно использовать электро-муфту или фитинг американку. Научиться работать с этими деталями может любой человек, ознакомившись с их особенностями.
Источник: trubyda.ru
Показания
В руководстве по использованию средства указаны следующие недомогания:
- возникновение и накопление большого объема газов в пищеводе, называемое метеоризмом, а также синдром Ремхельда;
- кишечные колики у младенцев;
- симптоматика повышенного газообразования, которая образуются из-за функциональной диспепсии;
- подготовительный процесс к обследованиям ультразвукового характера, рентгенам, компьютерной томографии;
- сильная интоксикация чистящими растворами, которые включают в себя пенящиеся ингредиенты тензиды.
Можно ли паять полипропиленовые трубы?
Да, полипропиленовые трубы можно паять, но только специальным методом сварки, который называется сварка горячим воздухом или сварка горячим газом.
Сварка полипропиленовых труб проводится с использованием специального оборудования, в котором происходит нагрев труб и фитингов до определенной температуры. После этого трубы и фитинги соединяются друг с другом, и полимерный материал их стенок начинает плавиться. Как только трубы и фитинги соединятся, их необходимо дополнительно удерживать, чтобы полимер материала остыл и образовал крепкое соединение.
Сварка полипропиленовых труб имеет ряд преимуществ перед другими методами соединения, такими как механические соединения или клей. Сварка обеспечивает прочное, герметичное и долговечное соединение, которое не требует дополнительного обслуживания.
Однако, для проведения сварки полипропиленовых труб требуется специальное оборудование и определенные навыки. Если вы не обладаете необходимым опытом и знаниями, лучше обратиться за помощью к профессионалу, чтобы избежать возможных ошибок, которые могут привести к повреждению труб и их утечкам.