Хотите узнать больше о технологии клепки металла и ее особенностях? Наша статья расскажет вам о том, как правильно выполнить клепку, чтобы получить качественное соединение металлических деталей. Узнайте все, что нужно знать о клепке металла уже сейчас!
Заклёпки
Процесс клёпки осуществляется с помощью заклёпок, изготавливаемых из мягкой стали и представляющих собой стержни в виде цилиндров с двумя головками. Одна из этих головок – закладная, а другая – замыкающая, обеспечивающая крепление деталей.

Заклёпочные соединения классифицируются по следующим категориям:
- прочные (рассчитаны для жесткого соединения при силовых нагрузках);
- плотные (предназначены для резервуаров с небольшим давлением, где необходима полная герметичность);
- прочноплотные.
В настоящее время качество металлических изделий, а также их химический состав можно досконально исследовать через современные и многопрофильные (посмотреть многообразие вариантов) Анализаторы металла и сплавов
Ради герметичного сочленения площадь стыковочной поверхности обрабатывают надежным герметическим средством. Существует три типа клёпки:
- холодная,
- горячая,
- смешанная.
Закладные головки имеют различную форму. Существует два метода образования замыкающей головки: прямой и обратный.
Прямой метод подразумевает нанесение ударов со стороны замыкающей головки и плотное отжатие, которое необходимо для более плотного сочленения деталей.
Обратный метод предусматривает нанесение ударов со стороны замыкающей головки; надёжное соединение нескольких поверхностей происходит одновременно с образованием замыкающей головки.
Pereosnastka.ru
Приемы ручной и механизированной клепки
К
атегория:
Клепка
Приемы ручной и механизированной клепки
В зависимости от условий образования замыкающей головки различают два метода клепки: прямой и обратный. При свободном подходе к заклепке с обеих сторон применяется прямой (или открытый) метод клепки, при котором удары наносятся со стороны стержня; закладная головка при этом упирается в поддержку (рис. 1,а).
Виды заклепок
Заклепки для работы вручную
Один из простейших и активно используемых видов заклепок, чаще всего применяемый для тех соединений, которые в дальнейшем не будут разбираться.
Процесс клепки:
- Создается отверстие, куда помещается заклепка.
- В углублении размещается головка заклёпки.
- С помощью молотка поверхности плотно прижимаются.
- Вторая головка развальцовывается круговыми ударами инструмента, придается нужная форма.
Виды клепок (по форме головок):
- с выпуклой головкой. Диаметр 1-36 мм; длина 2-180 мм.
- с потайной головкой. Диаметр 1-36 мм; длина 2-180 мм.
Виды работ: крепление видимых пластин, тонких листов из металла и т.д.
Недостаток: необходима доступность к обеим сторонам соединяемых деталей; сложность клёпки.
Трубчатые, полутрубчатые и пистонные заклёпки
Этот вид заклёпок по причине их непрочности применяется для сочленения деталей, подвергающихся небольшим физическим нагрузкам.
Эти детали полые: трубчатые без шляпки и со сквозным отверстием; полутрубчатые наполовину полые; пистонные с тонкостенными трубками.
Процесс клепки:
- Создается отверстие, куда помещается заклепка.
- Расклепывается пуансонами.
- Соединение готово.
Недостаток: можно использовать только при небольшой физической нагрузке, необходима доступность к обеих сторон.
Закладные заклёпки
Данные заклепки выгодно отличаются от предыдущих прочностью. Это связано с тем, что в их основании после установки остается пуансон.
Процесс клёпки:
- Просверливается отверстие, куда помещается заклёпка.
- Внутрь заклёпки помещается пуансон так, чтобы он вышел и противоположной стороны.
- Расклепывается материал заклёпки.
- Формируется шляпка.
Виды работ: толстостенные конструкции с повышенной жесткостью.
Заклёпка с резьбой
Заклёпка с резьбой необходима для произведения резьбового соединения в материалах с легкой текстурой, где создание резьбы в самих деталях невозможно по причине его небольшой толщины, например, в листовой жести. Резьбовая заклёпка внутри содержит резьбу, используемую во время соединения к поверхности заклепки. Хотя ее основное применение – создавать болтовое соединение.
Процесс клепки:
- Проделывается отверстие.
- Деталь аккуратно накручивается на подготовленный для этой работы инструмент, затем располагается в созданном отверстии.
- При помощи заклёпочника заклёпка сжимается по всей длине, плотно придавливает с обеих сторон детали.
- Инструмент выворачивается.
Материал заклёпки должен быть идентичен материалу соединяемых деталей.
Виды работ: декоративная деятельность; поверхности, где крайне необходимой считается износостойкость к коррозийным процессам.
Вытяжные заклёпки
Предложенный тип заклёпок имеет широкое применение для сочленения разнообразных материалов, особенно хрупких.
Процесс клепки:
- Создается отверстие.
- Заклепка аккуратно вставляется на специализированный инструмент, затем располагается в углубление.
- Инструмент тянет стержень, сжимает его по длине.
- Удаляется инструмент одновременно со стержнем.
Материал: алюминий, сталь, комбинированный вариант.
Виды заклепок, зависящий от формы бортика:
- Со стандартным;
- С широким;
- С потайным.
Виды работ: универсальны.
Правила техники безопасности при клепке
- Специальный молоток должен быть плотно насажен на рукоятку.
- Обжимки и бойки должны быть без трещин и выбоин.
- Работу лучше выполнять в паре, так как это облегчает и без того трудоемкий процесс.
- Вырезы на поддержки должны присутствовать в обязательном порядке, а сама поддержка должна быть тяжелее молотка в 4-5 раз.

Если при работе происходит брак, испорченную деталь срезают зубилом косяком. При необходимости пользуются не только молотком, но и кувалдой. После этого бородком выбивают стержень заклепки.
Эти этапы работы на бракованным изделием не подходят для деталей, изготовленных из тонких листов, так как срубание головки заклепки может привести к деформации детали. В данном случае уместнее будет применить метод высверливания.
Необходимо отметить, что область применения клепки с каждым годом сужается, так как совершенствуются методы сварки.Но и сегодня сфера применения достаточна широка: авиа- и судостроение, строительные конструкции, машиностроение и т.д.
Внимание покупателей подшипников
Уважаемые покупатели, отправляйте ваши вопросы и заявки по приобретению подшипников и комплектующих на почту или звоните сейчас:
[email protected]
Доставка подшипников по РФ и зарубежью.
Каталог подшипников на сайте
Внимание покупателей подшипников
Уважаемые покупатели, отправляйте ваши вопросы и заявки по приобретению подшипников и комплектующих на почту или звоните сейчас: +7 [email protected] Доставка подшипников по РФ и зарубежью. Каталог подшипников на сайте
themechanic.ru
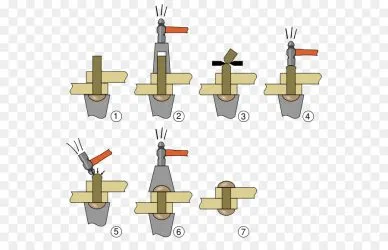
Процесс клепки
Процесс клепки состоит из следующих последовательных операций:
— разметка центров отверстий;
— сверлений отверстий;
— раззенковка отверстий под потайную головку;
— ввод заклепки (снизу) в отверстие;
— расклепка заклепки.
Основными инструментами для клепки является обжимка (оправка, пуансон), молоток и наковальня-поддержка. В некоторых случаях используется натяжка, которая служит для сжатия склепываемых деталей. Она представляет собой стальной стержень с отверстием на торцевой части, диаметр и глубина которого должна быть несколько больше выступающей части заклепки. Обжимка служит для оформления замыкающей части головки и имеет такую же конструкцию, как и натяжка, но вместо отверстия в ней имеется лунка по форме головки.
В начале процесса детали подгоняют (правка, припиловка, удаление заусенцев), размечают отверстия под заклепки, накернивают центры и сверлят отверстия. При сверлении следует учитывать разбивку отверстия, которая происходит даже при правильной заточке сверла. Разбивка отверстий увеличивается в зависимости от вязкости металла, скорости сверления и диаметра отверстий.
Если заклепкой необходимо соединить три детали, сначала просверливают отверстия во внешних деталях, между ними вводят внутреннюю деталь и размечают на ней место для сверления. Затем внутреннюю деталь вынимают и просверливают в ней отверстие. Таким образом, уменьшается возможность взаимного смещения деталей при клепке.
После сверления снимают фаски или раззенковывают отверстия под потайные головки. Заклепку вставляют в отверстия, заводя ее снизу, под нее ставят наковальню-поддержку. Ударяя молотком по натяжке, плотно сжимают склепываемые детали (рис. 4.9а
). Затем расклепывают стержень заклепки. При этом стремятся, чтобы количество ударов было минимальным, т.к. металл нагартовывается и теряет пластичность. Сначала сильными и точными ударами осаживают стержень (рис. 4.9
б
), затем боковыми ударами формируют головку и окончательно оформляют ее обжимкой (рис. 4.9
в
).
Можно сразу на выступающий конец стержня накладывать обжимку и, ударяя по ней, одновременно расклепывать и оформлять головку. Однако при таком способе возможно смещение головки относительно оси заклепки.
а б в г
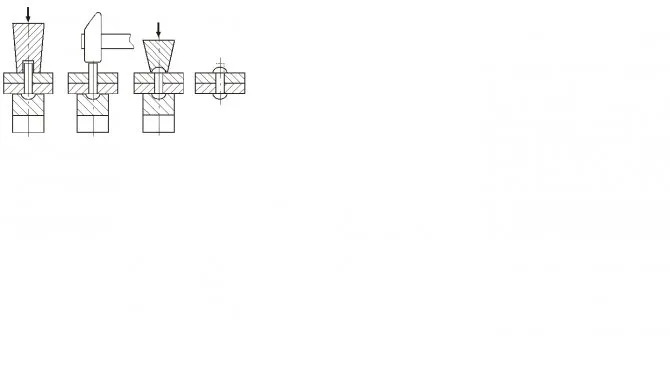
Рис. 4.9. Стадии процесса клепки:
а – сжатие склепываемых деталей; б – осадка стержня заклепки;
в – формирование замыкающей головки; г – готовая заклепка
Ручной заклепочник — что за инструмент, как им работать.
Ручной заклепочник — инструмент, предназначенный для скрепления листовых материалов. Чаще всего заклепками скрепляют листы металла толщиной до 3мм, однако можно прикрепить лист металла к профилю или уголку. Заклепочник у нас вытяжной, принцип его действия немного другой, нежели клепание обычными заклепками и молотком. В этой статье мы рассмотрим основные виды ручного инструмента для клепания, как подобрать заклепки и как пользоваться данным устройством.

Как работать вытяжным заклепочником
Прежде всего необходимо просверлить отверстие через оба скрепляемых листа, насквозь. Диаметр отверстия должен быть по диаметру заклепок. Затем «заряжаем» заклепку и вставляем ее сквозь оба листа и начинаем сжимать рукоятку(понадобится не один сжим). Заклепка начинает сплющиваться, когда шарик полностью втягивается в заклепку — хвост заклепки откусывается. В результате мы имеем заклепанные с двух сторон 2 листа металла. На фото ниже можно посмотреть инструкцию в картинках.
Видео — как правильно клепать
Сняли с напарником для вас видео, как пользоваться заклепочником. Надеюсь, оно вам поможет понять, как и что делать.
Какие бывают заклепочники:
Обычная недорогая модель
Взять к примеру, самый дешевый вариант от фирмы Stayer — самое первое фото. Его стоимость 300 рублей. Он поддерживает все диаметры заклепок(2.4 мм, 3.2, 4 и 4.8 мм), так что вы сможете подобрать диаметр заклепок наиболее подходящий для скрепляемых материалов.
Для примера, тонкие заклепки диаметром 2.4 мм предназначены для скрепления листового материала общей толщиной до 5 мм. Конечно, есть еще такой параметр вытяжных заклепок, как длина. Чем длиннее заклепка — тем более толстый материал можно скрепить.
Предлагаю вашему вниманию таблицу соотношения размера заклепок и толщины материала.

Заклепочники с поворотной «головой»
.

Усиленные модели (двуручные)
Для людей, кто работает заклепочником постоянно, выпускают силовые варианты.

Отличаются от обычных тем, что сжимают его двумя руками, соответственно значительно экономятся силы. Представьте, что вам нужно заклепать 500 заклепок. Обычным заклепочником такой объем работ выполнить будет трудновато, а усиленным можно все склепать гораздо быстрее и без напряга. Как выглядит усиленный — на фото ниже.
Профессиональные модели с увеличенным сроком службы
Помимо бытовых моделей, для домашних работ, в продаже есть и профессиональные. Отличаются от бытовых более качественным исполнением и повышенным сроком службы. Для примера — модель фирмы kraftool. Обычная, неповоротная модель, однако стоит заметно дороже. На фото ниже заклепочник Крафтул — цена 400 рублей.

У всех заклепочников в комплекте идет 4 сменных насадки-штуцера для разных диаметров заклепок. Меняются они с помощью специального ключа, который также идет в комплекте.

Заклепки как правило, продаются небольшими упаковками, по 50 штук. Заклепки различаются по диаметру и длине, чем толще и длиннее заклепка — тем дороже стоит упаковка. Для примера:
- 3.2*6 мм — цена 26 рублей
- 4*12 — стоимость 35 рублей
- 4.8*16 — 50 рублей

При покупке расходников не забывайте, что заклепки нужны для заклепочника, вытяжные. А то в магазинах продаются и обычные, которые клепаются молотком.
Еще на заметку: Шикарная отвертка для подарков и для работы. Крафтул — фирма проверенная.
Какие бывают печи для плавки металла?
Существует несколько видов печей для плавки металла, которые можно использовать в зависимости от цели и требований к процессу плавки. Рассмотрим наиболее распространенные типы печей для плавки металла:
-
Электропечи: это печи, которые используют электрический ток для нагрева металла. Они могут быть как стационарными, так и портативными, в зависимости от конструкции и назначения. Электропечи могут быть использованы для плавки различных металлов и сплавов, в том числе для алюминия, меди, золота, серебра, стали и других материалов.
-
Газовые печи: это печи, которые используют газовые горелки для нагрева металла. Газовые печи могут использоваться для плавки металлов, которые требуют более высоких температур, чем те, которые могут обеспечить электрические печи. Также газовые печи могут быть использованы для плавки металлов, которые не могут быть плавлены в электрических печах, например, некоторые цветные металлы.
-
Индукционные печи: это печи, которые используют электромагнитное поле для нагрева металла. Они могут обеспечивать высокую скорость нагрева и более равномерное распределение тепла по металлу. Индукционные печи могут быть использованы для плавки различных металлов и сплавов, включая сталь, алюминий, медь, золото и другие материалы.
-
Дуговые печи: это печи, которые используют электрическую дугу для нагрева металла. Они могут быть использованы для плавки различных металлов и сплавов, в том числе для стали, чугуна, алюминия и других материалов.
-
Солнечные печи: это печи, которые используют солнечную энергию для нагрева металла. Они могут быть использованы для плавки небольших объемов металла в условиях, когда нет доступа к другим источникам энергии.
Выбор конкретного типа печи для плавки металла завис
- Электроугольные печи
Электроугольные печи, как следует из их названия, используют угольный электрод в качестве нагревательного элемента. Печь может быть с металлическими стенками, которые служат как нагревательные элементы, или с керамическими стенками, которые лучше сохраняют тепло.
- Индукционные печи
Индукционные печи используют электромагнитное поле для нагрева металла. В печь помещается катушка с проводом, через который проходит переменный ток. Это создает переменное магнитное поле, которое нагревает металл, помещенный внутри катушки. Индукционные печи обычно используются для плавки металла высокой чистоты, такого как золото или серебро.
- Газовые печи
Газовые печи используют газ в качестве топлива для нагрева металла. Газовые печи могут использоваться для различных целей, включая плавку и нагрев металла для ковки. Газовые печи обычно работают с использованием пропана или природного газа.
- Солнечные печи
Солнечные печи используют солнечную энергию для нагрева металла. Они могут быть полностью п>>ассивными или иметь механизм для отслеживания солнца. Солнечные печи обычно используются для нагрева металла в небольших количествах и могут быть полезны для создания уникальных дизайнерских изделий.
Выбор печи для плавки металла зависит от многих факторов, включая тип и количество металла, который вы собираетесь плавить, и ваши потребности в производительности и точности. Важно выбрать печь, которая соответствует вашим требованиям и бюджету.